

Reduce Water Loss in Gold Plant








Product Spotlights
Related Products
1 Product Introduction
Reduce Water Loss in Gold Plant is a comprehensive, system wide process optimization and equipment integration solution designed to minimize fresh water consumption and maximize internal water recycling within gold ore processing facilities. In gold extraction plants, particularly those utilizing flotation, cyanidation, or Carbon in Pulp processes, water is the primary medium for material transport and chemical reactions. This solution targets all major points of water dissipation, such as tailings disposal, evaporation, and filtration cakes. By implementing high efficiency dewatering systems and intelligent loop recycling, it enables gold plants to drastically lower their environmental footprint, reduce raw water procurement costs, and maintain stable production in arid or strictly regulated regions.
2 Working Principle
The solution operates on a closed loop principle that focuses on high rate mechanical separation, chemical acceleration, and intelligent water conservation across the entire plant flowsheet.
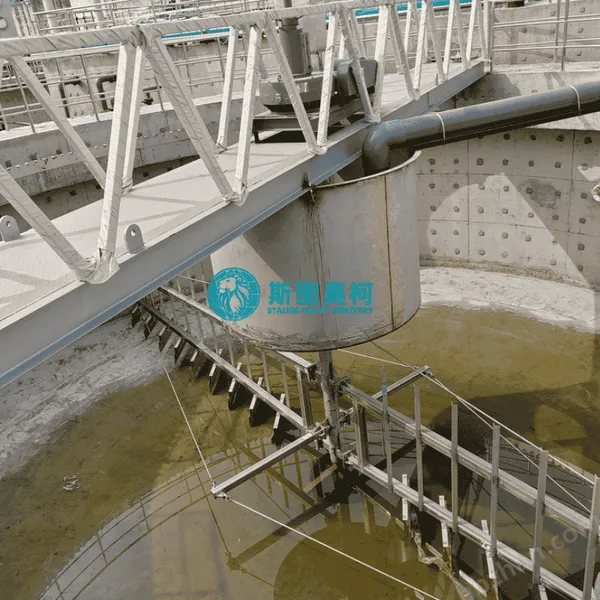
High Rate Pre Concentration: Low density tailings or intermediate slurries are directed into advanced high capacity thickeners. Automated chemical dosing systems introduce precise amounts of polymeric flocculants, forcing fine ore particles to aggregate and sink rapidly. This instantly separates up to eighty percent of the process water, which overflows directly back into the grinding and milling circuits.
Deep Mechanical Dewatering: The dense underflow slurry from the thickeners is pumped into automated high pressure filter presses or vacuum belt filters. Tremendous mechanical force squeezes out the remaining interstitial water from the mud, reducing the moisture content of the resulting solid filter cake to minimal levels. This water is collected, treated if necessary, and returned to the plant.
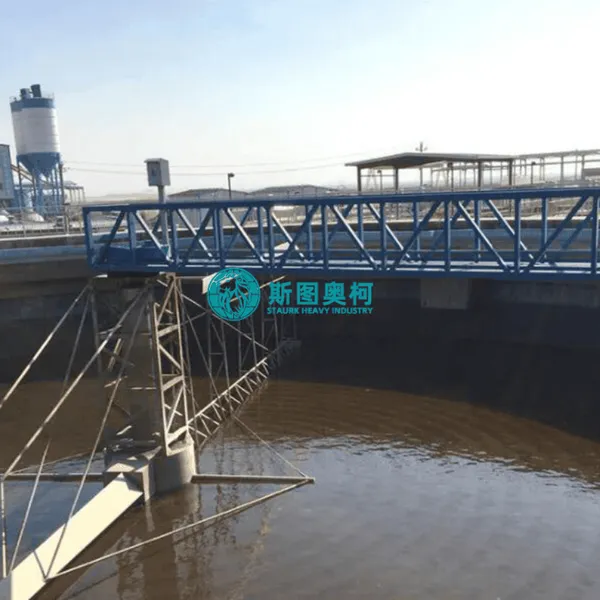
Evaporation and Seepage Control: Recovered process water is routed through enclosed pipelines and specialized low evaporation storage tanks rather than open, unlined ponds. This prevents water loss from ground seepage and atmospheric evaporation, ensuring that every drop of reclaimed water is channeled back into the active gold extraction circuits.
3 Characteristics
Maximum Water Reclamation Rates: This integrated solution allows gold processing plants to reclaim and recycle over ninety percent of their process water, dramatically decreasing the reliance on external fresh water sources and lowering water utility expenses.
Zero Liquid Discharge Compliance: By completely eliminating the need for large, wet tailings ponds, the solution prevents chemical runoff and seepage, helping mining operations easily achieve zero liquid discharge compliance and satisfy strict environmental regulations.
Substantial Energy and Cost Savings: Recycling clarified water directly at the tailing source reduces the energy required to pump fresh water over long distances or from deep underground wells, optimizing the plants overall utility budget.
Stabilized Circuit Chemical Concentrations: Because the reclaimed water already contains stable process temperatures and trace residual reagents, recycling it back into the circuit improves chemical efficiency and reduces the consumption of new flotation or leaching agents.
Highly Automated and Adaptive Control: The entire water management loop is governed by advanced industrial sensors and smart algorithms that monitor water quality, flow rates, and tank levels in real time, automatically balancing the water network without requiring manual intervention.
Technical Specifications
Model |
Tank Diameter (mm) |
Tank Depth (mm) |
Settling Area (m²) |
Capacity (m³/h) |
DCT-3 |
3000 |
4400 |
21 |
60–70 |
DCT-6 |
6000 |
8800 |
85 |
210–260 |
DCT-9 |
9000 |
13500 |
310 |
570–700 |
DCT-12 |
12000 |
17500 |
510 |
800–1200 |
DCT-15 |
15000 |
19000 |
1200 |
1000–1500 |
DCT-18 |
18000 |
22000 |
2000 |
1400–2100 |
DCT-20 |
20000 |
22800 |
2700 |
2100–2600 |


Send Inquiry to This Supplier


You May Also Like
-
Copper Flotation Water RecoveryNegotiableMOQ: 1 Set
-
Mining Thickener Manufacturer ChinaNegotiableMOQ: 1 Set
-
Lead Zinc Tailings Treatment PlantNegotiableMOQ: 1 Set
-
Industrial Thickener for Ore ProcessingNegotiableMOQ: 1 Set
-
Turnkey Mineral Thickener SystemNegotiableMOQ: 1 Set
-
High Rate Tailings ThickenerNegotiableMOQ: 1 Set
-
Energy Saving Mining ThickenerNegotiableMOQ: 1 Set
-
High Capacity Thickener SystemNegotiableMOQ: 1 Set
-
Automatic Rake Thickener PlantNegotiableMOQ: 1 Set
-
Deep Cone Thickener MiningNegotiableMOQ: 1 Set










