

Mining Environmental Solution


Related Products
Mining Environmental Solution
1. Product Introduction
Regulatory Compliance: Helps mining companies strictly comply with stringent global environmental standards and achieve "Zero Liquid Discharge" (ZLD).
Resource Optimization: Maximizes the recovery of process water (up to 95%) and valuable mineral byproducts, turning environmental waste into economic value.
Ecological Protection: Eliminates the risk of tailings dam failures, groundwater contamination, and toxic chemical leaching, protecting local ecosystems.
Enhanced Corporate Image: Promotes sustainable "Green Mining" practices, improving community relations and securing social license to operate.
Low Lifecycle Cost: Integrated automation minimizes energy, chemical, and manual labor costs while significantly reducing long-term environmental liability.
2. Working Principle
A Mining Environmental Solution is a comprehensive, site-specific suite of engineering technologies and equipment designed to mitigate the environmental impact of mining operations.
Rather than a single machine, it is an integrated, turnkey system tailored to treat harsh mining byproducts—such as Acid Mine Drainage (AMD), toxic mineral processing wastewater, and massive volumes of wet tailings.
Core Technology Modules:
Advanced Water Clarification: High-rate clarifiers and chemical dosing systems to remove heavy metals, suspended solids, and sulfates.
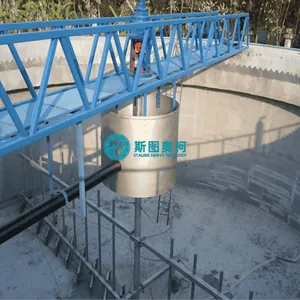
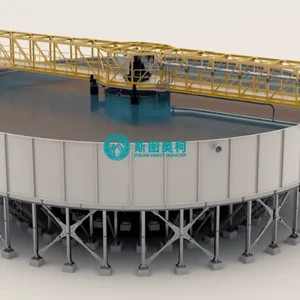
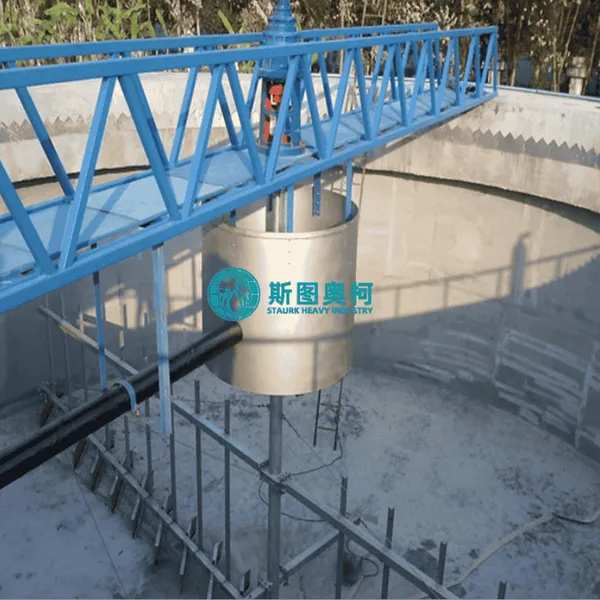
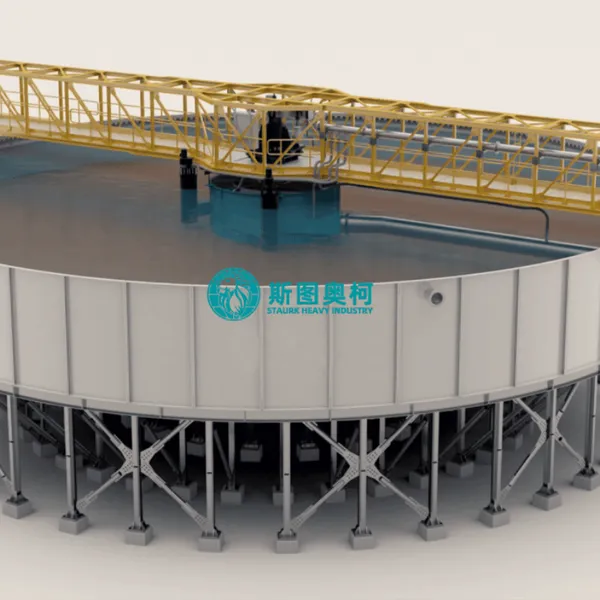
Tailings Dry Stacking System: Thickeners and filter presses that transform hazardous wet tailings into safe, stackable dry cakes.
Acid Mine Drainage (AMD) Treatment: Neutralization and precipitation systems to treat acidic underground water.
Smart Monitoring Platform: IoT-enabled sensors and PLC systems for real-time monitoring of effluent quality and environmental safety metrics.
3. Industrial Line Advantages
Neutralization & Stabilization: Contaminated streams (like Acid Mine Drainage) are first chemically treated to neutralize pH levels and precipitate toxic heavy metals into manageable solid particles.
Flocculation & Thickening: The treated stream is mixed with eco-friendly polymers in a thickener. Microscopic contaminants bind together, settling rapidly to the bottom while clear, non-toxic water rises to the top.
Deep Mechanical Dewatering: The concentrated solid waste is sent to heavy-duty filter presses or centrifuges. Extreme mechanical pressure forces out remaining moisture, producing stable, dry cakes ideal for safe backfilling or dry stacking.
Closed-Loop Reclamation: The purified water is immediately recycled back into the mining production loop, while any solid waste is safely integrated back into the environment through land rehabilitation.

Send Inquiry to This Supplier


You May Also Like
-
 High Altitude Mining ThickenerUS$ 2000 - 80000MOQ: 1 Ton
High Altitude Mining ThickenerUS$ 2000 - 80000MOQ: 1 Ton -
Latin America Tailings SystemUS$ 2000 - 80000MOQ: 1 Ton
-
Mineral Processing Water SystemUS$ 2000MOQ: 1 Combo
-
Mining Water Recovery BoliviaUS$ 2000 - 80000MOQ: 1 Ton
-
Mining Thickener Manufacturer ChinaNegotiableMOQ: 1 Set
-
Peru Mineral Processing PlantUS$ 2000 - 80000MOQ: 1 Ton
-
Large Mining Thickener PlantUS$ 2000MOQ: 1 Set
-
Chile Mining Tailings SolutionUS$ 2000 - 80000MOQ: 1 Ton
-
EPC Tailings Thickener SolutionUS$ 2000MOQ: 1 Set
-
Lead Zinc Tailings Treatment PlantNegotiableMOQ: 1 Set










