

Ore Slurry Treatment Plant
Related Products
-
 Mining Plant Water Recovery EPCUS$ 2000 - 80000MOQ: 1 Ton
Mining Plant Water Recovery EPCUS$ 2000 - 80000MOQ: 1 Ton -
Tailings Management System EPCUS$ 2000 - 80000MOQ: 1 Ton
-
Custom Thickener Engineering DesignUS$ 2000 - 80000MOQ: 1 Ton
-
High Rate Thickener for Gold MiningNegotiableMOQ: 1 Set
-
Full Mining Plant Solutions ChinaUS$ 2000 - 80000MOQ: 1 Ton
Ore Slurry Treatment Plant
1. Advantages
High Efficiency & Throughput: Continuously processes massive volumes of dense, abrasive mineral slurries directly from the grinding or extraction circuits.
Closed-Loop Water Recycling: Recovers up to 90% of process water for immediate reuse, drastically lowering freshwater costs and environmental impact.
Valuable Mineral Recovery: Optimizes solid-liquid separation to ensure maximum recovery of valuable fine ores, minimizing mineral loss in waste streams.
Reduced Tailings Volume: Heavy dewatering shrinks waste volume, significantly lowering downstream transport, handling, and tailings dam maintenance costs.
Robust Automation: Fully integrated PLC controls automatically adjust to fluctuating slurry densities and flow rates, ensuring safe, 24/7 continuous operation.
2. Product Introduction
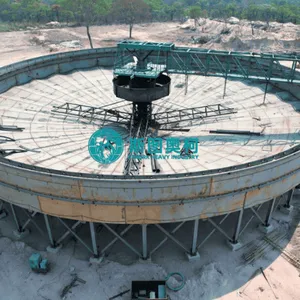
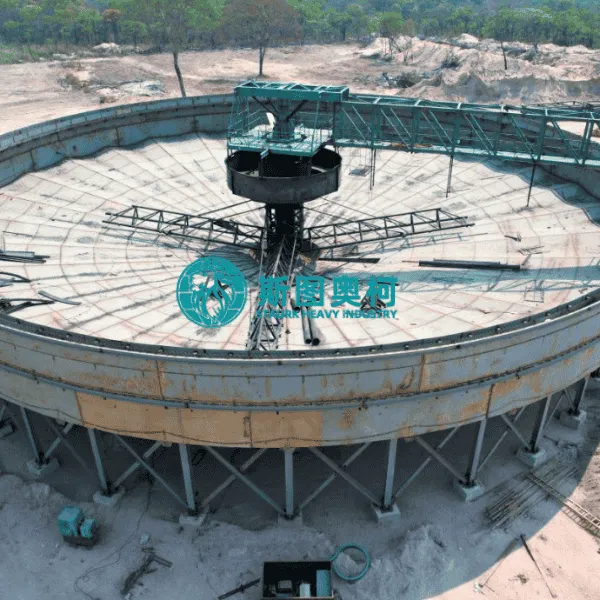
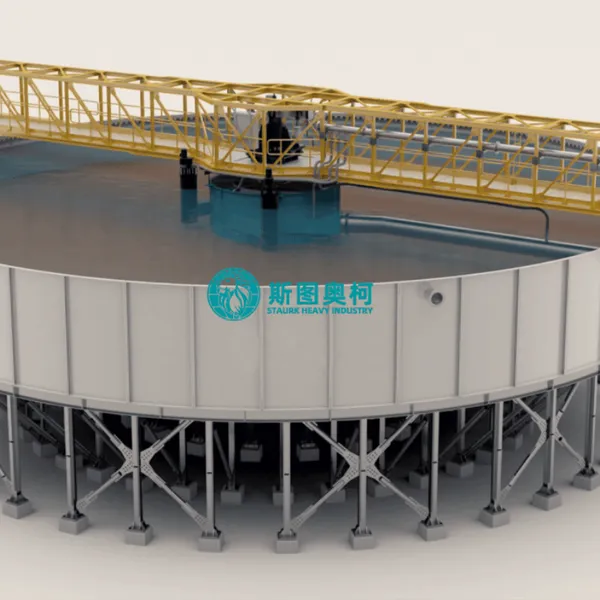
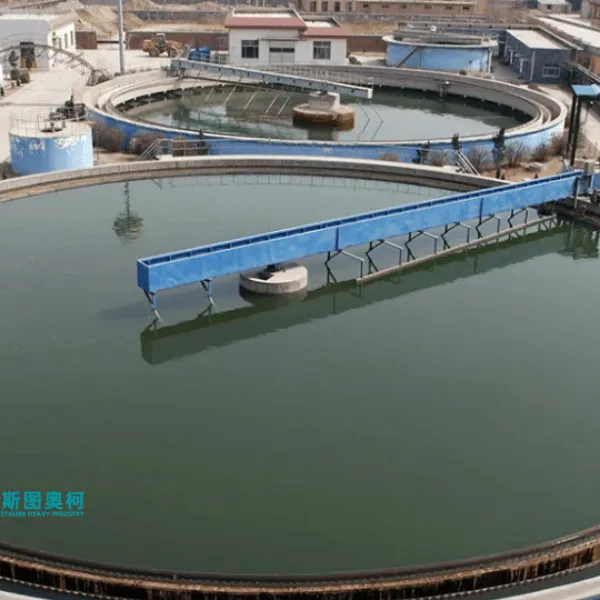
An Ore Slurry Treatment Plant is a centralized, heavy-duty industrial facility designed to manage, classify, and dewater mineral slurries generated during mining and ore processing operations.
Rather than a standalone machine, it is a fully integrated system that combines hydrocyclones, thickeners, chemical dosing units, and high-pressure filtration equipment to achieve high-efficiency solid-liquid separation.
Core System Modules:
Classification & Desanding Stage: Hydrocyclone clusters that separate coarse minerals from ultra-fine mud.
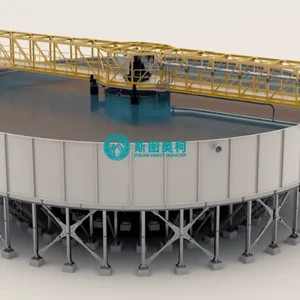
High-Rate Thickening Stage: Large sedimentation tanks that rapidly concentrate the slurry using polymer flocculants.
Deep Dewatering Stage: Heavy-duty Chamber Filter Presses or Vacuum Disc Filters that compress mud into dry cakes.
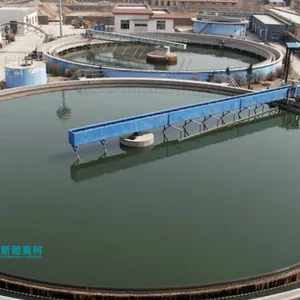
Water Clarification & Storage: Systems that collect, store, and redistribute reclaimed clean water back to the mine.
3. Working Principle
1.Classification: Raw ore slurry is pumped into Hydrocyclones at high velocity. Centrifugal force separates the slurry, sending coarse, valuable mineral sands to one stream and fine tailings/wastewater to another.
2.Flocculation & Concentration: The fine slurry enters a High-Rate Thickener where automated systems inject flocculants. The fine particles instantly clump together and sink to the bottom, while the first major volume of clean water overflows from the top.
3.Pressure Dewatering: The dense mud collected at the bottom of the thickener is pumped into high-pressure Filter Presses. Extreme mechanical force squeezes out the remaining moisture, discharging stackable "dry ore cakes."
4.Complete Cycle: All separated and squeezed-out water is captured, filtered, and piped back to the mining facility for immediate reuse, achieving a seamless, sustainable loop.

Send Inquiry to This Supplier


You May Also Like
-
Tailings Water Recovery SystemNegotiableMOQ: 1 Set
-
Complete Tailings System SupplierUS$ 2000 - 80000MOQ: 1 Ton
-
Gold CIP Tailings ThickenerNegotiableMOQ: 1 Set
-
Mining Thickener for Gold PlantNegotiableMOQ: 1 Set
-
Efficient Tailings Slurry SeparationNegotiableMOQ: 1 Set
-
China Mining Thickener SupplierNegotiableMOQ: 1 Set
-
Turnkey Gold Tailings SolutionNegotiableMOQ: 1 Set
-
High Capacity Mining ThickenerNegotiableMOQ: 1 Set
-
Mining Thickener for BoliviaUS$ 2000 - 80000MOQ: 1 Ton
-
Reduce Water Loss in Gold PlantNegotiableMOQ: 1 Set










