

Multi-Effect Evaporation Crystallizer With Integrated Condenser and Vacuum Pump










Product Spotlights
Related Products
-
 304 Stainless Steel Multi-Effect Evaporation Crystallizer With PLC ControlUS$ 4950 - 5871000MOQ: 1 Case
304 Stainless Steel Multi-Effect Evaporation Crystallizer With PLC ControlUS$ 4950 - 5871000MOQ: 1 Case -
Multi-Effect Evaporation Crystallizer With 12-Month Warranty and Technical SupportUS$ 4950 - 5871000MOQ: 1 Case
-
Multi-Effect Evaporation Crystallizer With Standard Compliant Safety FeaturesUS$ 4950 - 5871000MOQ: 1 Case
-
Multi-Effect Evaporation Crystallizer for Pharmaceutical Wastewater TreatmentUS$ 4950 - 5871000MOQ: 1 Case
-
Semi-Automatic Multi-Effect Evaporation Crystallizer With Corrosion-Resistant AlloyUS$ 4950 - 5871000MOQ: 1 Case
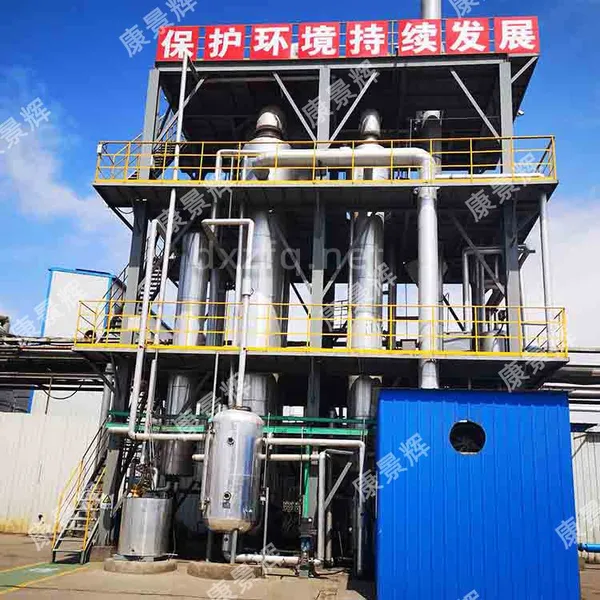
As a leading manufacturer in environmental technology, Qingdao Conqinphi Environmental Technology Group is proud to present our advanced Multi-Effect Evaporation Crystallizer with Integrated Condenser and Vacuum Pump. Engineered within our expansive 10,000-30,000 square meter facility, this system embodies our commitment to providing robust, high-efficiency solutions for complex separation and concentration challenges. Designed for industries ranging from wastewater treatment to high-purity chemical production, our crystallizer offers a significant reduction in operational energy costs and a reliable path to zero liquid discharge (ZLD). We combine over eight years of manufacturing expertise with a deep understanding of global market needs, delivering systems that are not only effective but also built to last, ensuring a strong return on investment for our clients worldwide.
The core value of our Multi-Effect Evaporation Crystallizer lies in its integrated design and operational intelligence. By incorporating the condenser and vacuum pump into a cohesive unit, we minimize footprint, simplify installation, and enhance overall system reliability. This design is particularly advantageous for operations where space is at a premium or where modular, skid-mounted solutions are preferred. The multi-effect configuration utilizes the latent heat from vapors generated in one effect to heat the next, dramatically improving thermal efficiency compared to single-effect systems. This process is meticulously controlled to achieve precise crystal size distribution and purity, which is critical for product quality in sectors like pharmaceuticals and specialty chemicals.
Key Technical Features & Advantages:
- High Thermal Efficiency: Multiple effects in series recover and reuse vapor heat, slashing steam consumption by up to 70% compared to single-effect units, leading to substantial operational cost savings.
- Integrated Vacuum System: The built-in vacuum pump lowers the boiling point of the solution, enabling evaporation at lower temperatures. This protects heat-sensitive materials and allows the use of lower-grade, more economical heat sources.
- Superior Crystallization Control: Advanced controls for feed rate, temperature gradient, and slurry density allow for the production of consistent crystal size and shape, improving downstream processing like filtration and drying.
- Corrosion-Resistant Construction: Fabricated from high-grade materials like SS316L or duplex stainless steels based on client process requirements, ensuring long service life even with aggressive or high-salinity feeds.
- Automated Operation: Equipped with a programmable logic controller (PLC) and human-machine interface (HMI) for precise monitoring and control of all parameters, reducing manual intervention and enhancing process consistency and safety.
- Versatile Application Scope: Effectively handles a wide range of feedstocks including industrial wastewater (RO brine, flue gas desulfurization wastewater), chemical process streams, pharmaceutical intermediates, and food-grade concentrates.
The system's specifications can be tailored to meet specific project demands. Below is a reference table for a standard model range:
| Parameter | Specification Range | Notes |
|---|---|---|
| Evaporation Capacity (Water) | 500 - 50,000 L/hr | Custom designs available |
| Number of Effects | 2 to 5 effects | Optimized for energy saving |
| Final Effluent | Dry crystals & condensate water | Achieves near ZLD |
| Operating Temperature | 40°C - 95°C | Vacuum dependent |
| Vacuum Level | Up to 95% (0.05 bar abs) | Integrated pump included |
| Heat Exchange Surface | Falling film or forced circulation | Selected based on feed |
For our clients, the benefits are clear and measurable. This system transforms waste liability into a potential resource by recovering valuable solids and high-purity water. It ensures compliance with increasingly stringent environmental regulations regarding discharge. The high level of automation reduces labor costs and minimizes operational errors. Furthermore, the robust construction and our comprehensive support minimize downtime, ensuring continuous and profitable operation.
Backed by Qingdao Conqinphi's strong manufacturing foundation, which includes a dedicated workforce of 201-300 professionals and an annual export value reaching up to US$50 million, you can trust in the scale and reliability of our supply. Our systems are shipped globally from the port of Qingdao to key markets across North America, Europe, Asia, and beyond. Our adherence to a rigorous quality management framework ensures every unit meets high standards of performance and durability. Choosing our Multi-Effect Evaporation Crystallizer is not just purchasing equipment; it's investing in a partnership for sustainable and efficient process management. Contact us today to discuss how we can configure a system to optimize your specific operation and drive your productivity forward.
Frequently Asked Questions (FAQ):
-
What is the main advantage of a multi-effect design over a single-effect evaporator?
The primary advantage is dramatically improved energy efficiency. In a multi-effect system, vapor from one evaporation stage is used as the heating source for the next, reusing latent heat. This can reduce steam consumption by a significant margin, often over 50%, leading to lower operating costs. -
Can this system handle feeds with high scaling or fouling potential?
Yes. The system design, particularly the choice between falling film and forced circulation heat exchangers, can be optimized for challenging feeds. For high-scaling streams, forced circulation with proper anti-scalant dosing and clean-in-place (CIP) capabilities is typically recommended. -
Is the integrated vacuum pump sufficient for the entire process, or do I need an external system?
The system is supplied as a complete, integrated package. The vacuum pump is sized and selected to establish and maintain the required operating pressure for the specified evaporation capacity. For most standard applications, no additional external vacuum system is needed. -
What kind of after-sales support and documentation do you provide?
We provide comprehensive documentation including P&IDs, operation manuals, and maintenance guides. Support includes remote assistance, and optional on-site commissioning and training services are available upon request to ensure smooth start-up and operation. -
How is the crystal size and quality controlled in this system?
Crystal size is controlled by carefully managing the supersaturation level within the crystallizer body. This is achieved through precise control of evaporation rate, circulation flow, temperature, and slurry density using the PLC system, allowing for consistent product quality. -
What are the typical utility requirements (steam, cooling water, power) for a medium-capacity unit?
Requirements vary greatly based on feed concentration, number of effects, and capacity. As a reference, a 3-effect system evaporating 5,000 L/hr might require approximately 1.5-2 tons of steam per hour, corresponding cooling water, and electrical power for pumps and controls. A detailed utility summary is provided with each project proposal. -
Can the recovered condensate water be reused?
Absolutely. One of the key benefits is the production of high-purity condensate. This water typically has very low TDS and can often be reused within the plant as cooling tower makeup, boiler feed water (with minimal treatment), or for other process needs, contributing to water conservation. -
What is the expected delivery lead time for a custom-configured system?
Lead time depends on the complexity and scale of the system. For standard medium-capacity designs, typical lead times range from 16 to 24 weeks from order confirmation to ex-works, encompassing detailed engineering, procurement, fabrication, and testing.

Send Inquiry to This Supplier


You May Also Like
-
Multi-Effect Evaporation Crystallizer With Remote Monitoring and Free Installation GuideUS$ 4950 - 5871000MOQ: 1 Case
-
Three-Stage Tri-Effect Falling Film Evaporator With Crystallizer for Viscous Liquid ConcentrationUS$ 2490 - 269800MOQ: 1 Combo
-
Vacuum Heat Pump Evaporator for Low Temperature Distillation of Printing WastewaterUS$ 2490 - 269800MOQ: 1 Combo
-
Low Temperature Vacuum Heat Pump Evaporator for Chemical Wastewater Reduction and ReuseUS$ 2490 - 269800MOQ: 1 Combo
-
Multi-Effect Force Circulation MVR Evaporator for Beverage Concentration and Food ProcessingUS$ 2490 - 269800MOQ: 1 Combo
-
Compact Automatic Electric Heating Heat Pump Evaporator System for Multi-Wastewater TreatmentUS$ 2490 - 269800MOQ: 1 Combo
-
Low Temperature Vacuum Evaporation Concentrator for Oily Wastewater Treatment and RecoveryUS$ 2490 - 269800MOQ: 1 Combo
-
Low Temperature Vacuum Heat Pump Evaporator With Salt Crystallizer for Wastewater TreatmentUS$ 2490 - 269800MOQ: 1 Combo
-
Automatic PLC Controlled Falling Film MVR Vacuum Evaporator for Continuous OperationUS$ 2490 - 269800MOQ: 1 Combo
-
All-in-One Vacuum Evaporator for Industrial Wastewater Treatment and Resource RecoveryUS$ 2490 - 269800MOQ: 1 Combo
