

Multi-Effect Evaporation Crystallizer With Standard Compliant Safety Features










Product Spotlights
Related Products
-
 Multi-Effect Evaporation Crystallizer for Pharmaceutical Wastewater TreatmentUS$ 4950 - 5871000MOQ: 1 Case
Multi-Effect Evaporation Crystallizer for Pharmaceutical Wastewater TreatmentUS$ 4950 - 5871000MOQ: 1 Case -
Semi-Automatic Multi-Effect Evaporation Crystallizer With Corrosion-Resistant AlloyUS$ 4950 - 5871000MOQ: 1 Case
-
Multi-Effect Evaporation Crystallizer With Remote Monitoring and Free Installation GuideUS$ 4950 - 5871000MOQ: 1 Case
-
Three-Stage Tri-Effect Falling Film Evaporator With Crystallizer for Viscous Liquid ConcentrationUS$ 2490 - 269800MOQ: 1 Combo
-
Vacuum Heat Pump Evaporator for Low Temperature Distillation of Printing WastewaterUS$ 2490 - 269800MOQ: 1 Combo
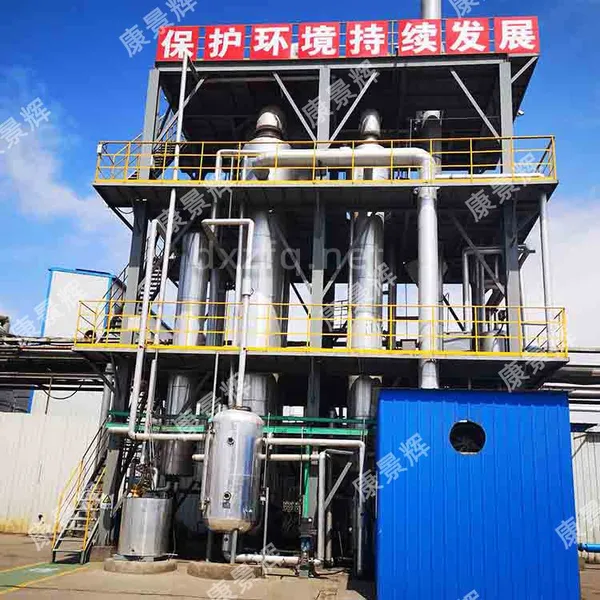
As a leading manufacturer with extensive experience in environmental technology solutions, Qingdao Conqinphi Environmental Technology Group is proud to introduce our advanced Multi-Effect Evaporation Crystallizer. Engineered for efficiency and reliability, this system represents our commitment to providing robust industrial solutions that meet stringent operational and safety requirements. Designed for demanding applications across various industries, our crystallizer integrates proven multi-effect evaporation technology with precise crystallization control, offering a comprehensive solution for concentration and solid recovery processes.
Our system is built to deliver consistent performance while prioritizing operational safety and energy efficiency. With over eight years of manufacturing expertise and a factory spanning 10,000-30,000 square meters, we have developed this equipment to address the complex challenges of modern industrial processes, particularly in wastewater treatment and chemical recovery applications.
Core Technical Features & Design Advantages:
- Multi-Effect Evaporation Design: Utilizes sequential evaporation stages where vapor from one effect serves as the heating medium for the next, significantly reducing steam consumption and operational costs compared to single-effect systems.
- Integrated Crystallization Section: Combines evaporation and crystallization in a unified system, allowing for continuous operation and controlled crystal growth with adjustable parameters for particle size distribution.
- Standard Compliant Safety Architecture: Incorporates multiple layers of protection including pressure relief valves, high-level shutdown controls, temperature monitoring with automatic cut-off, and emergency drainage systems.
- Material Selection Flexibility: Constructed primarily from corrosion-resistant stainless steels (316L, 316, 304) with options for specialized alloys like Hastelloy, Titanium, or Duplex steels for highly corrosive feed streams.
- Advanced Control & Monitoring: Features a centralized PLC-based control system with user-friendly HMI interface, enabling precise regulation of temperature, pressure, level, and concentration throughout the process.
- Energy Recovery Optimization: Includes heat exchangers and condensers designed to maximize thermal efficiency, with optional vapor recompression systems (MVR or TVR) available for further energy savings.
- Modular & Scalable Design: Engineered for both greenfield installations and retrofitting into existing facilities, with capacity scalability from pilot-scale units to large industrial systems.
- Automated Cleaning Systems: Equipped with CIP (Clean-in-Place) capabilities for different cleaning protocols, reducing downtime between batch processes and maintaining consistent performance.
Technical Specifications & Performance Parameters:
| Parameter | Typical Range / Specification | Notes |
| Number of Effects | 2 to 6 effects | Configurable based on steam economy requirements |
| Evaporation Capacity | 500 to 50,000 kg/h water evaporation | Custom designs outside this range available |
| Operating Pressure | Vacuum to 0.3 MPa | Designed for low-temperature operation when needed |
| Steam Consumption | 0.25 to 0.4 kg steam/kg water evaporated | Depending on number of effects and configuration |
| Final Concentration | Up to saturation & supersaturation for crystallization | Precise control via conductivity or density measurement |
| Crystal Size Range | 50 to 2000 microns | Adjustable through process parameter optimization |
| Control System | PLC with touchscreen HMI, data logging | Optional SCADA integration and remote access |
Operational Benefits for Industrial Clients:
- Significant Operating Cost Reduction: Multi-effect design dramatically lowers steam requirements, with typical savings of 60-80% compared to single-effect evaporators, directly impacting your bottom line.
- Zero Liquid Discharge (ZLD) Compatibility: Enables complete recovery of water and valuable solids from wastewater streams, helping facilities meet environmental regulations and reduce disposal costs.
- Product Quality Consistency: Precise control over crystallization parameters ensures uniform crystal size and purity, which is critical for pharmaceutical, food-grade, and high-value chemical applications.
- Reduced Environmental Footprint: Minimizes wastewater generation and enables resource recovery, supporting corporate sustainability goals and regulatory compliance.
- Low Maintenance Requirements: Robust construction with accessible components reduces downtime, while automated systems minimize manual intervention and operator error.
- Process Flexibility: Handles varying feed compositions and flow rates with automatic adjustment capabilities, making it suitable for batch or continuous operations across different production scenarios.
Application-Specific Configurations:
- Chemical Industry: For recovery of salts, acids, and valuable compounds from process streams, with corrosion-resistant materials for aggressive chemistries.
- Pharmaceutical & Biotechnology: Designed with sanitary finishes and validation documentation support for API recovery and solvent concentration.
- Food & Beverage: For concentration of juices, extracts, and dairy products, with food-grade materials and cleaning protocols.
- Wastewater Treatment: Tailored for industrial effluent treatment with high TDS, including RO reject concentration and brine minimization.
- Mining & Metallurgy: For recovery of process chemicals and treatment of tailings pond water, with abrasion-resistant components where needed.
With an annual export value between US$10-50 million and serving markets across six continents including North America, Europe, and Southeast Asia, Qingdao Conqinphi has established itself as a reliable partner for industrial equipment solutions. Our 201-300 strong workforce includes experienced engineers who design each system with both performance and safety as paramount considerations. The comprehensive safety features integrated into this Multi-Effect Evaporation Crystallizer are not merely add-ons but fundamental design principles that reflect our commitment to protecting both your investment and your personnel.
We invite you to contact our technical team to discuss how this system can be optimized for your specific process requirements. Whether you need to achieve regulatory compliance, reduce operating costs, recover valuable materials, or implement zero liquid discharge strategies, our engineering expertise and manufacturing capabilities are ready to deliver a solution that meets your technical and economic objectives. Let us demonstrate how our standard-compliant safety features provide peace of mind while our multi-effect technology delivers tangible operational savings.
Frequently Asked Questions:
Q1: What distinguishes a multi-effect evaporator crystallizer from a standard evaporator?
A: The key distinction lies in energy efficiency and process integration. A multi-effect system uses vapor from one evaporation stage to heat the next stage, dramatically reducing steam consumption. The integrated crystallizer allows continuous transition from concentration to controlled crystal formation in one system, eliminating the need for separate equipment and intermediate handling.
Q2: How do the safety features ensure protection against operational hazards?
A: Our system incorporates multiple redundant safety measures: pressure relief devices prevent over-pressurization, automated level controls prevent dry running or overflow, temperature sensors with automatic shutdown protect against overheating, and emergency drainage valves allow rapid system depressurization. These features are designed to comply with recognized industrial safety standards.
Q3: Can this system handle corrosive or scaling feed streams?
A: Yes, we offer material selection guidance based on your specific feed chemistry. For corrosive applications, we can construct components from specialized alloys like Hastelloy, Titanium, or Duplex stainless steels. For scaling tendencies, we incorporate anti-fouling designs, automated cleaning cycles, and in some cases, pretreatment recommendations.
Q4: What level of automation is typically included?
A> The standard configuration includes PLC control with touchscreen HMI for monitoring and adjusting all critical parameters (temperature, pressure, levels, concentrations). Automated sequences handle startup, shutdown, and cleaning cycles. Optional enhancements include remote monitoring, advanced process control algorithms, and integration with plant-wide control systems.
Q5: How is the crystal size controlled in the system?
A: Crystal size is managed through precise control of supersaturation levels, residence time in the crystallizer section, and agitation parameters. Our control system allows operators to set target size ranges, and the automation adjusts nucleation and growth conditions accordingly. For some applications, we can incorporate classification devices to separate crystals by size.
Q6: What is the typical delivery timeline for a custom system?
A> Delivery timelines vary based on system complexity and capacity. Standard medium-capacity systems typically require 4-6 months from order to shipment, including engineering, fabrication, and testing. Larger custom systems may require 6-9 months. We provide detailed project schedules during the quotation process.
Q7: Do you provide installation support and training?
A: Yes, we offer comprehensive support packages that can include supervision of installation, commissioning assistance, and operator training. Our technical team ensures your personnel understand both routine operations and troubleshooting procedures. Documentation includes detailed operating manuals, maintenance schedules, and P&ID drawings.
Q8: How does the energy consumption compare to alternative technologies?
A: Multi-effect evaporation is among the most energy-efficient thermal separation technologies. Compared to single-effect evaporators, it typically reduces steam consumption by 60-80%. When combined with mechanical vapor recompression (MVR) options, energy usage can be reduced even further, sometimes to just the electrical power needed for compressors and pumps.

Send Inquiry to This Supplier


You May Also Like
-
Low Temperature Vacuum Heat Pump Evaporator for Chemical Wastewater Reduction and ReuseUS$ 2490 - 269800MOQ: 1 Combo
-
Multi-Effect Force Circulation MVR Evaporator for Beverage Concentration and Food ProcessingUS$ 2490 - 269800MOQ: 1 Combo
-
Compact Automatic Electric Heating Heat Pump Evaporator System for Multi-Wastewater TreatmentUS$ 2490 - 269800MOQ: 1 Combo
-
Low Temperature Vacuum Evaporation Concentrator for Oily Wastewater Treatment and RecoveryUS$ 2490 - 269800MOQ: 1 Combo
-
Low Temperature Vacuum Heat Pump Evaporator With Salt Crystallizer for Wastewater TreatmentUS$ 2490 - 269800MOQ: 1 Combo
-
Automatic PLC Controlled Falling Film MVR Vacuum Evaporator for Continuous OperationUS$ 2490 - 269800MOQ: 1 Combo
-
All-in-One Vacuum Evaporator for Industrial Wastewater Treatment and Resource RecoveryUS$ 2490 - 269800MOQ: 1 Combo
-
Industrial Heat Pump Evaporator With Crystallizer for Emulsion Wastewater Reuse in Treatment PlantsUS$ 2490 - 269800MOQ: 1 Combo
-
Standard-Compliant Multi-Effect Evaporator With Remote Monitoring and Technical Support PackageUS$ 5470 - 768000MOQ: 1 Combo
-
Multi-Effect Evaporator for Pharmaceutical and Chemical Processing With CIP SystemUS$ 5470 - 768000MOQ: 1 Combo
