

Automatic Multi-Effect Evaporation Crystallizer With MVR System










Product Spotlights
Related Products
-
 Multi-Effect Evaporation Crystallizer for Chemical Industry, Mill Test Report ProvidedUS$ 4950 - 5871000MOQ: 1 Case
Multi-Effect Evaporation Crystallizer for Chemical Industry, Mill Test Report ProvidedUS$ 4950 - 5871000MOQ: 1 Case -
Multi-Effect Evaporation Crystallizer With Integrated Condenser and Vacuum PumpUS$ 4950 - 5871000MOQ: 1 Case
-
304 Stainless Steel Multi-Effect Evaporation Crystallizer With PLC ControlUS$ 4950 - 5871000MOQ: 1 Case
-
Multi-Effect Evaporation Crystallizer With 12-Month Warranty and Technical SupportUS$ 4950 - 5871000MOQ: 1 Case
-
Multi-Effect Evaporation Crystallizer With Standard Compliant Safety FeaturesUS$ 4950 - 5871000MOQ: 1 Case
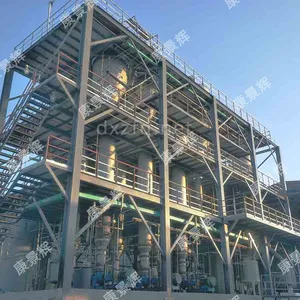
As a leading manufacturer in environmental technology, Qingdao Conqinphi Environmental Technology Group Co., Ltd. is proud to present our state-of-the-art Automatic Multi-Effect Evaporation Crystallizer with MVR System. Established in 2015 and operating from a modern facility spanning 10,000-30,000 square meters, we specialize in delivering high-efficiency, sustainable solutions for industrial separation and concentration processes. This system represents the pinnacle of our engineering expertise, designed to tackle the most challenging wastewater and brine concentration tasks with unparalleled energy efficiency and operational reliability. It is engineered to provide our global clients in North America, South America, Europe, Asia, and beyond with a robust solution that significantly reduces operational costs while maximizing resource recovery and environmental compliance.
The core of this system is the integration of Mechanical Vapor Recompression (MVR) technology with a multi-effect evaporation and crystallization process. This synergy creates a closed-loop, highly efficient thermal operation that minimizes external energy input. The system is fully automated via a Programmable Logic Controller (PLC), ensuring precise control over critical parameters such as temperature, pressure, concentration, and crystal growth, leading to consistent product quality and minimal operator intervention.
- Superior Energy Efficiency: The MVR system recycles latent heat from the evaporated vapor by mechanically compressing it, raising its temperature and pressure so it can be reused as the primary heating source. This dramatically reduces steam consumption by up to 90% compared to traditional multi-effect evaporators, offering substantial savings on energy bills.
- Advanced Crystallization Control: The crystallizer section is designed for optimal crystal yield and size distribution. Features like controlled cooling rates, precise seeding, and efficient solid-liquid separation (via integrated centrifuges or filters) ensure high-purity crystalline products.
- Robust and Corrosion-Resistant Construction: Built primarily from high-grade stainless steel (SS304 or SS316L based on client requirements), the equipment withstands corrosive process fluids, ensuring long service life and low maintenance costs.
- Comprehensive Automation: The PLC-based control system allows for remote monitoring, data logging, alarm management, and recipe-based operation. This enhances safety, repeatability, and allows for integration into broader plant SCADA systems.
- Versatile Application Scope: This system is ideal for zero-liquid discharge (ZLD) projects, concentration of industrial wastewater (e.g., from power plants, textiles, chemicals), recovery of valuable salts and chemicals, and desalination of high-salinity brines.
Below is a summary of typical technical specifications for a standard model. All parameters are customizable to meet specific project needs.
| Parameter | Specification / Range |
| Evaporation Capacity | 1 - 100 tons of water per day (customizable) |
| Number of Effects | 2 to 4 effects (configurable) |
| Final Product | Dry crystals or concentrated slurry |
| Heat Transfer Area | Customized based on duty |
| Power Supply | 380V/50Hz/3Phase or as per local standard |
| Control System | PLC with HMI touch screen |
For businesses, the advantages are clear and impactful. First, the drastic reduction in energy consumption directly lowers the cost per ton of water evaporated, improving your bottom line. Second, the automated operation reduces labor costs and human error, enhancing overall plant safety and productivity. Third, by achieving near-complete water recovery and solid waste minimization, the system helps companies meet stringent environmental regulations and corporate sustainability goals, protecting them from potential fines and reputational damage. Finally, the robust design and use of quality materials ensure high uptime and a favorable return on investment over the equipment's lifespan.
Backed by our company's commitment to quality, evidenced by certifications including ISO 9001, ISO 14001, and OHSAS 18001, and supported by an experienced team of 201-300 professionals, you can trust in the reliability and performance of our equipment. Our annual export value of US$10-50 Million and presence in major global markets from North America to Oceania demonstrate our capability to deliver and support complex projects worldwide. Shipping from the Port of Qingdao, we ensure efficient logistics. Choose Qingdao Conqinphi's Automatic MVR Crystallizer to transform your waste management and resource recovery processes into a model of efficiency and sustainability. Contact us today for a detailed technical proposal tailored to your specific feed composition and output requirements.
Frequently Asked Questions (FAQ)
Q1: What is the main advantage of an MVR system over a traditional thermal evaporator?
A1: The primary advantage is exceptional energy efficiency. An MVR system uses a compressor to recycle vapor, reusing its latent heat. This can reduce energy consumption by up to 90% compared to systems relying solely on fresh steam, leading to very low operating costs.
Q2: Can this system handle high scaling or fouling feed solutions?
A2: Yes, the design incorporates anti-scaling strategies. The multi-effect arrangement allows for operation at lower temperatures in later effects, reducing scaling potential. Materials like SS316L offer better corrosion resistance, and cleaning-in-place (CIP) systems can be integrated for maintenance.
Q3: Is the system truly "automatic"? What level of operator attention is required?
A3: Yes, it features full automation via PLC. Once set up with operational parameters, the system runs automatically, handling startup, steady-state operation, shutdown, and alarm responses. Operator roles shift to monitoring via the HMI and performing routine checks.
Q4: What kind of final product can I expect? Dry salt or slurry?
A4: The system is flexible. It can be configured to produce a concentrated slurry for further processing or include a final drying/crystallization stage to yield dry, free-flowing crystals, ready for packaging or disposal.
Q5: How do you determine the right size (capacity) for our plant?
A5: We conduct a detailed analysis of your feed stream, including flow rate, composition, temperature, and desired final concentration. Based on this data, we simulate the process to recommend an optimally sized system that meets your capacity and purity targets.
Q6: What after-sales support do you provide?
A6: We offer comprehensive support including detailed installation manuals, on-site or remote commissioning assistance, operator training programs, and a readily available supply of spare parts. Our technical team provides ongoing support.
Q7: Are your systems compliant with international safety standards?
A7> Our manufacturing processes adhere to recognized management standards like ISO 9001 and OHSAS 18001. The equipment design incorporates standard safety features such as pressure relief valves, emergency stops, and interlocked controls. Specific certifications for the equipment can be discussed based on the destination market's requirements.
Q8: What is the typical delivery lead time for a standard system?
A8: Lead time varies based on system complexity and capacity. For a standard medium-capacity unit, it typically ranges from 4 to 6 months from order confirmation, covering engineering, procurement, fabrication, and testing.

Send Inquiry to This Supplier


You May Also Like
-
Multi-Effect Evaporation Crystallizer for Pharmaceutical Wastewater TreatmentUS$ 4950 - 5871000MOQ: 1 Case
-
Semi-Automatic Multi-Effect Evaporation Crystallizer With Corrosion-Resistant AlloyUS$ 4950 - 5871000MOQ: 1 Case
-
Multi-Effect Evaporation Crystallizer With Remote Monitoring and Free Installation GuideUS$ 4950 - 5871000MOQ: 1 Case
-
Three-Stage Tri-Effect Falling Film Evaporator With Crystallizer for Viscous Liquid ConcentrationUS$ 2490 - 269800MOQ: 1 Combo
-
Vacuum Heat Pump Evaporator for Low Temperature Distillation of Printing WastewaterUS$ 2490 - 269800MOQ: 1 Combo
-
Low Temperature Vacuum Heat Pump Evaporator for Chemical Wastewater Reduction and ReuseUS$ 2490 - 269800MOQ: 1 Combo
-
Multi-Effect Force Circulation MVR Evaporator for Beverage Concentration and Food ProcessingUS$ 2490 - 269800MOQ: 1 Combo
-
Compact Automatic Electric Heating Heat Pump Evaporator System for Multi-Wastewater TreatmentUS$ 2490 - 269800MOQ: 1 Combo
-
Low Temperature Vacuum Evaporation Concentrator for Oily Wastewater Treatment and RecoveryUS$ 2490 - 269800MOQ: 1 Combo
-
Low Temperature Vacuum Heat Pump Evaporator With Salt Crystallizer for Wastewater TreatmentUS$ 2490 - 269800MOQ: 1 Combo
