

Ns8040-24X 120-160tpd Low Temperature Nanofiltration Concentration System Energy Saving Industrial NF Membrane Concentration Equipment










Related Products
-
 Instant Tea Whole Product Line Membrane Filtration, Concentration and Dehydration EquipmentUS$ 50000 - 500000MOQ: 1 Set
Instant Tea Whole Product Line Membrane Filtration, Concentration and Dehydration EquipmentUS$ 50000 - 500000MOQ: 1 Set -
WPC80 Concentrated Whey Protein Powder Production Line Membrane Filtration Concentration EquipmentUS$ 50000 - 500000MOQ: 1 Combo
-
100kg/hour WPC80 Concentrated Whey Protein Powder Production Line Membrane Filtration Concentration EquipmentUS$ 20000 - 300000MOQ: 1 Combo
-
Full-Automatic Beverage Processing Machinery Whole Production Line Membrane Clarification Membrane Filtration EquipmentUS$ 50000 - 500000MOQ: 1 Combo
-
3500-4000 Kg/H Tcm Compound Injection Sterilization Filtration EquipmentUS$ 50000 - 500000MOQ: 1 Combo
Product Overview
This high-efficiency nanofiltration (NF) membrane concentration system adopts advanced selective separation technology, using pressure-driven nanofiltration membranes to realize molecular-level concentration, purification and desalination in one step. It operates at room temperature with no phase change, effectively protecting heat-sensitive materials while greatly reducing energy consumption. Widely used in pharmaceutical extraction, food processing, chemical wastewater, beverage concentration and other industrial scenarios.
Core Advantages
High Precision Separation
Energy Saving & Low Consumption
Molecular weight cut-off (MWCO) 150–1000 Da, efficiently retains organic matter, peptides, functional components, and selectively permeates monovalent salts, achieving concentration + desalination synchronization.
Room-temperature operation, energy consumption only about 10–20% of traditional evaporation concentration, obvious cost reduction effect.
Anti-Fouling & Long Service Life
Compact & Modular Design
Intelligent Automatic Control
Optimized membrane surface and flow channel design, strong anti-pollution ability, easy to clean, stable long-term operation.
Small footprint, skid-mounted structure, plug-and-play, easy installation and commissioning.
PLC + touch screen, automatic operation, data monitoring, alarm protection, stable and reliable.
Core Specifications
Item |
Parameter |
Model |
NS8040-24X |
Daily Capacity |
120-160 Tons/Day (6000-8000kg/h) |
Installed Power |
48.5 KW |
Working Pressure |
≤2.0 MPa |
Operating Temp |
5~48℃ (Max 75℃) |
Material |
Stainless Steel 304 |
Size |
3500×2000×2200mm |
Package |
Standard Container Skid Mounted |
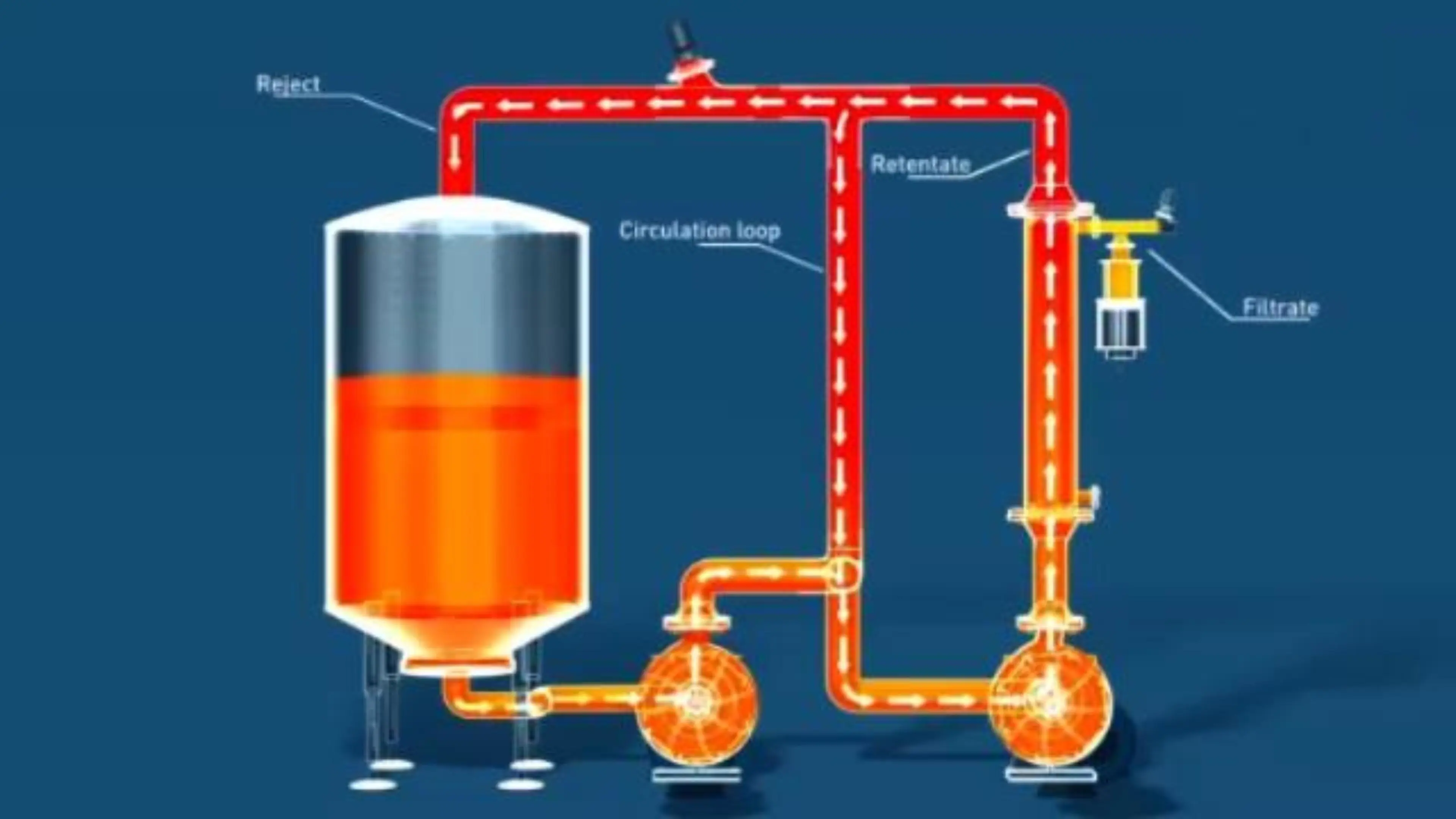
Working Principle
The core of the membrane concentration system is the selective permeable membrane (such as ultrafiltration membrane, nanofiltration membrane, reverse osmosis membrane), combined with "pressure-driven" or "concentration differentially driven" to achieve separation and concentration. The specific process can be divided into three steps:
Driving force effect:
Membrane sieving and separation:
The concentration process continues:
With a certain pressure (such as 0.5-4.0MPa commonly used for reverse osmosis membranes and 0.1-0.7MPa commonly used for ultrafiltration membranes) as the power, the material liquid to be concentrated (such as Chinese herbal extract, fruit juice, fermentation liquid) is transported to the "material liquid side" of the membrane module.
When the feed liquid flows on the membrane surface, the "precise pore size" (or charge effect) of the membrane selectively allows small molecule solvents (such as water molecules) to pass through the membrane pores and enter the "permeable side" to form "permeate" (which can be recycled or discharged up to standard). However, macromolecular solutes (such as polysaccharides, proteins, pigments, and active ingredients) are retained on the "feed liquid side" as they cannot pass through the membrane pores.
As the solvent continuously passes through the membrane, the solute concentration on the feed liquid side gradually increases and the volume gradually decreases, eventually reaching the preset concentration ratio (such as concentrating the solid concentration of traditional Chinese medicine extract from 5% to 20%), and the "concentrated liquid" is discharged from the system.
Application Scenarios
Pharmaceutical Industry
Chinese herbal extract, plant active ingredients, polypeptide & enzyme liquid concentration and desalination
Food & Beverage Industry
Fruit juice, instant tea, coffee liquid, condiment, fermentation broth clarification & concentration
Chemical & Environmental Protection
Industrial wastewater salt removal, fine chemical liquid purification, valuable material recovery

Send Inquiry to This Supplier


You May Also Like
-
Plant Raw Material Crude Extract Membrane Separation EquipmentUS$ 50000 - 500000MOQ: 1 Combo
-
14% High Purity Sodium Hypochlorite Plant for BleachingUS$ 50000 - 300000MOQ: 1 Combo
-
15% High Concentration Sodium Hypochlorite Generator for Water TreatmentUS$ 50000 - 300000MOQ: 1 Combo
-
4-6% Sodium Hypochlorite Plant for Dairy Farm SanitationUS$ 50000 - 300000MOQ: 1 Combo
-
13% High Test Hypochlorite Machine for Heavy Duty DisinfectionUS$ 50000 - 300000MOQ: 1 Set
-
9% On-Site Hypochlorite Generator for Bottled Water PlantsUS$ 50000 - 300000MOQ: 1 Set
-
12-15% High Concentration Sodium Hypochlorite Generator for Water TreatmentUS$ 50000 - 300000MOQ: 1 Set
-
12%-15% Industrial 10TPD On-Site Sodium Hypochlorite Electrolyzer PlantUS$ 50000 - 300000MOQ: 1 Set
-
12%-15% 2000L/H High Purity Hypochlorite Dosing System With Metering PumpUS$ 50000 - 300000MOQ: 1 Set
-
12% - 15% Adjustable Concentration Sodium Hypochlorite Production MachineUS$ 50000 - 300000MOQ: 1 Set



