

Welding Machine Monitoring System
Related Products
-
 Da-200 Intelligent Welding Machine Data Acquisition InstrumentNegotiableMOQ: 0 Unit
Da-200 Intelligent Welding Machine Data Acquisition InstrumentNegotiableMOQ: 0 Unit -
Welding Gas Flow MeterNegotiableMOQ: 0
-
Scanning and Packing Management SoftwareNegotiableMOQ: 0 Set
-
Welding Machine Voltage and Current CollectionNegotiableMOQ: 0 Set
-
Welding Machine Group Control Management SystemNegotiableMOQ: 0 Set
Welding machines are one of the key equipment in fields such as automobile production, metal processing, mechanical manufacturing, shipbuilding, and aerospace. The working principle of a welding machine is to rely on a step-down transformer as the main component. The workpiece to be welded and the welding wire serve as the secondary coil of the welding machine. When the welding machine is working, an arc is ignited, generating high temperature. Under the action of high temperature, the welding wire melts and is welded into the weld of the workpiece to be welded, completing the welding work.
Most welding machines in the workshop use a numerical control system to control the welding machine, lacking effective monitoring of the welding parameters of the welding machine. In many cases, due to limited working life and working conditions, the renewal frequency of welding machines in the workshop may vary, resulting in a large number of welding machines in the workshop, which may be of various types, such as trolley-type submerged arc welding machines, saddle-type automatic submerged arc welding machines, narrow-gap welding manipulators, inner-wall strip surfacing welding machines for nozzles, gas-shielded automatic surfacing welding machines for nozzles, and other types of welding machines. Therefore, the monitoring of the welding parameters of the welding machine becomes particularly important. Therefore, Dezhou Digete Electronics Technology Co., Ltd. has designed a monitoring system for the welding parameters and equipment status of the welding machine. Through a visual interface, it greatly facilitates the monitoring of the welding process by process personnel, and uses a cloud server to store the real-time collected data and compare it with historical data to reflect the status of the welding machine equipment.
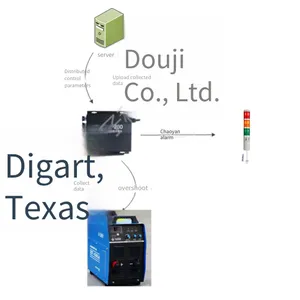
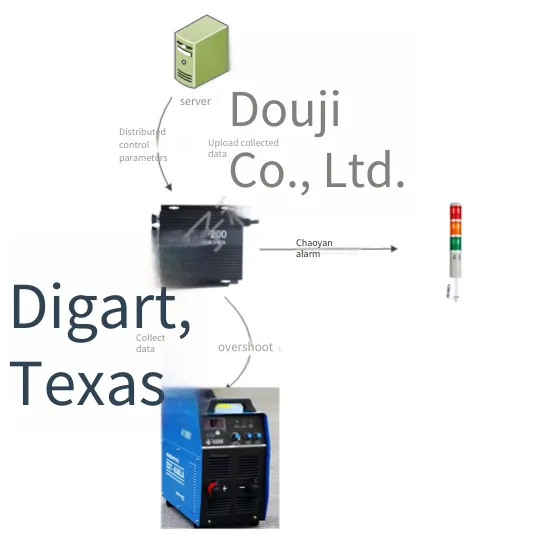
1 Welding machine monitoring system architecture and interface design
Welding machine monitoring system architecture: Among them, the A/D conversion, standard data interface, touch display screen interface, and WiFi/5G module interface respectively use the MCC 118 data set module (HAT), Modbus interface, HDMI interface, and high-speed network port.
1.1 A/D conversion module
Industrial welding machines need to convert the continuously changing analog quantities such as voltage, current, speed, temperature, pressure, etc. into discrete digital quantities before they can be input into a computer for data processing and storage. These analog quantities are converted into electrical signals (usually voltage signals) through sensors. After being amplified by an amplifier, they need to be processed into digital quantities to achieve the conversion from analog to digital.
The data acquisition module (HAT) device is an 8-channel high-speed voltage acquisition device. The starting channel is Chan0, and the number of acquisition channels is 5. Channels Chan0, Chan1, Chan2, Chan3, and Chan4 are respectively the welding current, welding voltage, hot wire current, hot wire voltage, and wire feeding speed. The collected data is generally a voltage signal. The transformation between the output value of the sensor and the actual output value of the industrial welding machine is realized according to the output calculation formulas of various sensors.
1.2 Standard Data Interface
The standard data interface can directly obtain data from the internal of the numerical control system. Modbus is a serial communication protocol used for Programmable Logic Controllers (PLCs). Modbus has become the industry standard for communication protocols in the industrial field and is now a commonly used connection method between industrial electronic devices. All devices communicating via Modbus will be assigned an address, and all devices can send Modbus commands.
The commands include the device address and checksum information. The checksum determines the accuracy of the communication transmission receiver. This data collection method of the standard data interface does not require external sensors to indirectly obtain machining data.
1.3 Touch Screen Display Interface
The touch screen display interface uses a High-Definition Multimedia Interface (HDMI), which is used to connect the Raspberry Pi and the touch screen display for communication. The main function of the touch screen display is to serve as a human-machine interaction interface for the host computer. For the visualization of the collected data, the visualization method is used to meet the requirements of the process, and operators can conveniently read the sensor data.
1.4 WiFi/5G Module Interface
The WiFi module is a short-range wireless transmission technology that can provide radio signals for Internet access within a certain distance.
Data transmission in the WiFi network is fast and stable, which can well meet the data upload requirements of industrial welding machines. Moreover, the WiFi network can automatically adapt and adjust, with good stability and reliability. The convenience of the WiFi network well avoids difficulties such as cable routing, reducing the monitoring cost. Therefore, the technology based on the WiFi module has greatly promoted the upgrading of traditional monitoring methods and significantly improved the production supervision efficiency.
1.5 Alarm Function
The different states of industrial welding machine equipment determine the different types of system alarm prompts. The main types of system alarms include the over - threshold of welding current, the over - threshold of welding voltage, the over - threshold of wire feeding speed, etc. The main ways of alarm are LED diode and buzzer alarm, and the data recorder or Web server displays the types of alarms. It can alarm for the abnormal state of industrial welding machine equipment and perform an emergency stop to avoid dangerous accidents.
2 Operation of the monitoring system
The operation process of the welding machine monitoring system of Dezhou Digete Electronics Technology Co., Ltd. is as follows:
2.1 Set the welding parameters of the welding machine equipment, mainly including welding current, welding voltage, wire feeding speed, etc.;
2.2 Log in to the data recorder or Web server to set the number of acquisition channels of the welding machine monitoring system, allocate the acquisition data corresponding to each acquisition channel, set the sampling rate and the number of samples, and set the data storage path;
2.3 When the welding machine is turned on, it sends a working signal to the acquisition system. The acquisition system starts working after receiving the working signal, and the data starts to be normally collected. The collected data is automatically saved in the background CSV file;
2.4 When the welding machine is turned off, it sends a shutdown signal to the acquisition system. The acquisition system stops data acquisition after receiving the shutdown signal, and the CSV file is uploaded to the database for storage.
3 Conclusion
Through the design and test operation of the intelligent monitoring of the industrial welding machine equipment state, the welding machine and the data acquisition system of Dezhou Digete Electronics Technology Co., Ltd. can operate in coordination, realizing the effective real - time monitoring of the industrial welding machine equipment state. The visualized data curve facilitates the operator to monitor the entire welding process. The CSV file data stored locally in the background and the database data also provide a large amount of data basis for offline process data analysis, providing a basis for the design of the optimal welding process parameters in the later stage.

Send Inquiry to This Supplier

You May Also Like
-
Wire Feeding Speed SensorNegotiableMOQ: 0 Unit
-
Welding Informatization SystemNegotiableMOQ: 0 Set
-
Welding Machine Networked Group Control SystemNegotiableMOQ: 0 Set
-
Welding Data CollectionNegotiableMOQ: 0 Set
-
Welding Information Acquisition and Control SystemNegotiableMOQ: 0 Set
-
Da-500 Intelligent Data Acquisition InstrumentNegotiableMOQ: 0 Unit
-
Intelligent Supervision Module for Electric and Gas WeldingNegotiableMOQ: 0 Piece
-
Welding Safety Management SystemNegotiableMOQ: 0
-
Welding Fire Permit Management SystemNegotiableMOQ: 0 Set
-
Welding Machine Data Acquisition SystemNegotiableMOQ: 0






















