

Non-Combustible Inorganic MI Heating Cable for Hazardous Environments









Product Spotlights
Related Products
-
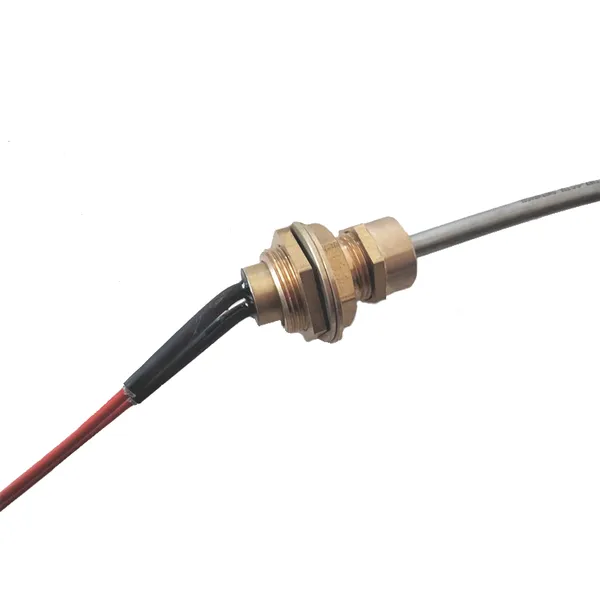
 9.5-12.7mm SS304/316/Inconel600 Thermocouple MI Heating Cable (Single/Duplex)NegotiableMOQ: 500 Meters
9.5-12.7mm SS304/316/Inconel600 Thermocouple MI Heating Cable (Single/Duplex)NegotiableMOQ: 500 Meters -
Stainless Steel 316 Sheathed MI Heating Cable With RTD/Thermocouple ControlNegotiableMOQ: 500 Meters
-
Flat Shape 2-Core High Temperature Mineral Insulated Heating CableNegotiableMOQ: 500 Meters
-
Chemical & Power Plant Grade Mineral Insulated Heating CablesNegotiableMOQ: 500 Meters
-
Copper-Nickel Alloy MI Heating Cable for Corrosion Resistance and DurabilityNegotiableMOQ: 500 Meters
Shandong Huaning Electric Heating Technology Co., Ltd., based in Jinan, Shandong, China, is a leading manufacturer of innovative heating solutions, and our Non-Combustible Inorganic MI Heating Cable is engineered specifically for hazardous environments. This product delivers unmatched safety and reliability, preventing combustion risks while ensuring efficient temperature maintenance in critical industrial settings. With our expertise in electric heating technology, we provide a robust solution that minimizes downtime and enhances operational security, making it ideal for sectors like oil and gas, chemical plants, and mining where safety is paramount.
This heating cable features advanced mineral insulation that offers exceptional durability and performance. Key characteristics include:
- High Thermal Efficiency: Ensures consistent heat distribution with minimal energy loss, reducing operational costs.
- Robust Construction: Made from inorganic materials that resist corrosion, moisture, and chemical exposure, extending product lifespan.
- Enhanced Safety: Non-combustible properties eliminate fire hazards in explosive or flammable areas, complying with stringent industry standards.
- Flexible Installation: Designed for easy integration into pipelines, tanks, and equipment, with options for custom lengths and configurations.
Technical specifications highlight the cable's adaptability and performance. Below is a summary of common parameters:
| Parameter | Value | Description |
|---|---|---|
| Voltage Rating | 120V to 600V | Suitable for various power systems |
| Power Output | 10-50 W/m | Adjustable based on application needs |
| Max Temperature | 600°C | Withstands extreme industrial conditions |
| Insulation Thickness | 1.5-3.0 mm | Provides optimal thermal protection |
Benefits for clients include reduced maintenance costs due to the cable's long service life, improved safety compliance in high-risk zones, and energy savings from efficient heat transfer. It's perfect for freeze protection, process heating, and temperature regulation, offering versatility across industries without compromising on reliability.
As a trusted provider from Jinan, China, Shandong Huaning Electric Heating Technology Co., Ltd. leverages years of specialized experience to ensure this heating cable meets rigorous quality standards, backed by our commitment to innovation and customer support. We encourage you to explore how this solution can enhance your hazardous environment operations—contact us today for personalized quotes and technical assistance to secure a safer, more efficient heating system.
FAQ:
-
What does 'MI' stand for in the cable name?
MI refers to Mineral Insulated, indicating the cable uses inorganic mineral compounds for insulation, enhancing fire resistance and durability. -
Is this cable suitable for explosive atmospheres?
Yes, it's designed for hazardous environments like explosive areas, thanks to its non-combustible properties and robust build. -
How long is the typical lifespan of this heating cable?
With proper installation, it can last over 20 years due to corrosion-resistant materials and minimal wear. -
Can the cable be customized for specific lengths or power requirements?
Absolutely, we offer customizable options including variable lengths and power outputs to match your project needs. -
What maintenance is required after installation?
Minimal maintenance is needed; periodic inspections for damage are recommended, but the inorganic insulation reduces degradation risks. -
Does it come with any certifications for safety?
Certifications are available upon request and depend on regional standards; we ensure compliance through rigorous testing. -
How does the non-combustible feature work?
The inorganic materials prevent ignition and flame spread, making it self-extinguishing in fire-prone settings. -
What industries commonly use this type of heating cable?
It's ideal for oil refineries, chemical plants, power generation, and mining where safety and reliability are critical.

Send Inquiry to This Supplier

You May Also Like
-
Industrial Grade Corrosion Resistant Mineral Insulated Electric Heating CableNegotiableMOQ: 500 Meters
-
Type K/N/J/R Thermocouple Mineral Insulated Heating Cable at Factory PriceNegotiableMOQ: 500 Meters
-
High Temperature Resistant Non-Combustible MI Heating CableNegotiableMOQ: 500 Meters
-
Mineral Insulated Constant Wattage Heating Cable for Industrial ApplicationsNegotiableMOQ: 500 Meters
-
ATEX Certified Mineral Insulated Heat Trace Cable For Industrial Heat TracingUS$ 8.8 - 13MOQ: 1 Meter
-
High Temperature MI Heat Trace Cable For Industrial Heat TracingUS$ 8.8 - 13MOQ: 1 Meter
-
Corrosion Resistant MI Heat Trace Cable For Petrochemical Industrial PipeUS$ 8.8 - 13MOQ: 1 Meter
-
MI Heat Trace Cable With Moisture ProofUS$ 8.8 - 13MOQ: 1 Meter
-
Mineral Insulated Heating Cable For Oil Gas Pipeline HeatingUS$ 8.8 - 13MOQ: 1 Meter
-
EAC Approved MI Heat Trace Cable For Tank HeatingUS$ 8.8 - 13MOQ: 1 Meter











