

Industrial PP Chemical Storage Cabinet | Heavy-Duty, Double-Lock Safety | for Factory Corrosive Liquids





Related Products
-
 Customizable PP Acid Cabinet for Workshops | Easy-Clean Spill Tray & Durable Corrosion-Proof ConstructionUS$ 100 - 600MOQ: 5 Sets
Customizable PP Acid Cabinet for Workshops | Easy-Clean Spill Tray & Durable Corrosion-Proof ConstructionUS$ 100 - 600MOQ: 5 Sets -
Corrosion-Resistant Chemical Cabinet for Factories | Impact Resistant PP, Adjustable Shelves | Custom SizesUS$ 100 - 600MOQ: 5 Sets
-
Secure and Durable PP Chemical Storage Cabinet | Double-Lock Protection for Corrosive Liquids in Production AreasUS$ 100 - 600MOQ: 5 Sets
-
PP Cabinet With Adjustable Shelves | Leak-Proof, Easy to Clean | for Sulfuric/Nitric Acid StorageUS$ 100 - 600MOQ: 5 Sets
-
Sligo Hygienic PP Acid Storage Cabinet | Easy-Clean & Chemical-Resistant | For Sanitizers & Process ChemicalsUS$ 100 - 600MOQ: 5 Sets
Protecting Your Production Line: The Industrial-Grade PP Chemical Storage Solution
In the demanding environment of an industrial factory, the safe and organized storage of corrosive liquids is not just a matter of compliance—it's a critical component of operational safety, efficiency, and asset protection. Spills, accidental exposure, and improper containment can lead to costly downtime, workplace injuries, and significant environmental hazards. Our Industrial PP Chemical Storage Cabinet is engineered from the ground up to meet these challenges head-on. Designed for the rigors of factory life, it provides a dedicated, secure, and durable fortress for your most aggressive chemicals, such as acids, alkalis, and solvents.
This cabinet is more than just a container; it's an integrated safety system. Constructed from thick, virgin polypropylene, it offers inherent resistance to a vast range of corrosive substances. The heavy-duty double-lock system provides unparalleled access control, ensuring that only authorized personnel can handle hazardous materials. This guide will detail how every feature of this cabinet—from its robust construction to its thoughtful safety details—contributes to a safer, more organized, and more efficient workshop.
Core Product Advantages: Built for Industrial Demands
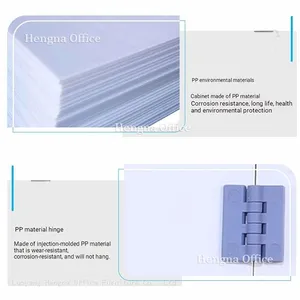
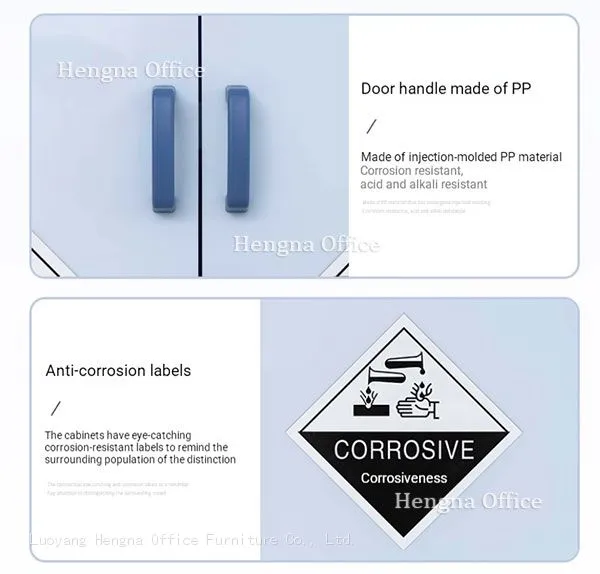
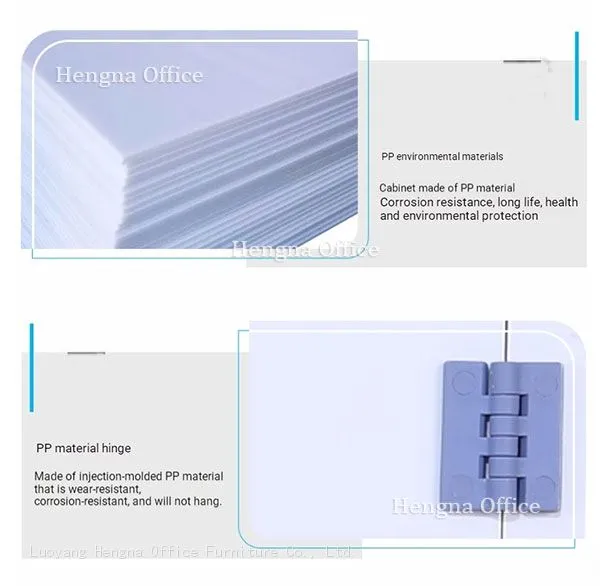
Heavy-Duty, Corrosion-Proof Construction: The cabinet body is fabricated from 5mm-thick, high-density polypropylene (PP) sheets. Unlike metal cabinets that can rust or degrade, PP is chemically inert, offering superior resistance to corrosion from acids, bases, and oxidizing agents. This ensures a long service life even when storing aggressive liquids like sulfuric acid, nitric acid, or ferric chloride, common in metal finishing and chemical processing plants.
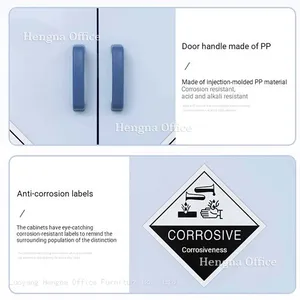
Dual-Point Locking Security: Security is paramount. The cabinet features a robust double-lock mechanism (often incorporating a central lock with a dual-point bolt system and provisions for additional padlocks). This dual-layer security prevents unauthorized access, deters tampering, and helps facilities comply with strict internal safety protocols and external regulations regarding hazardous material storage.
Integrated Primary Spill Containment: Every cabinet includes a seamless, removable PP spill containment tray at its base. This tray acts as a primary containment sump, capable of holding a substantial volume of liquid in the event of a container leak or rupture. This crucial feature prevents corrosive fluids from spreading onto the factory floor, protecting personnel, equipment, and infrastructure.
-
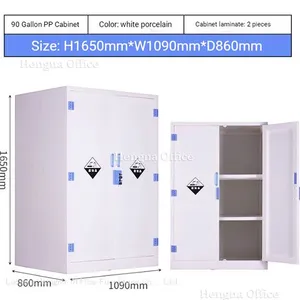
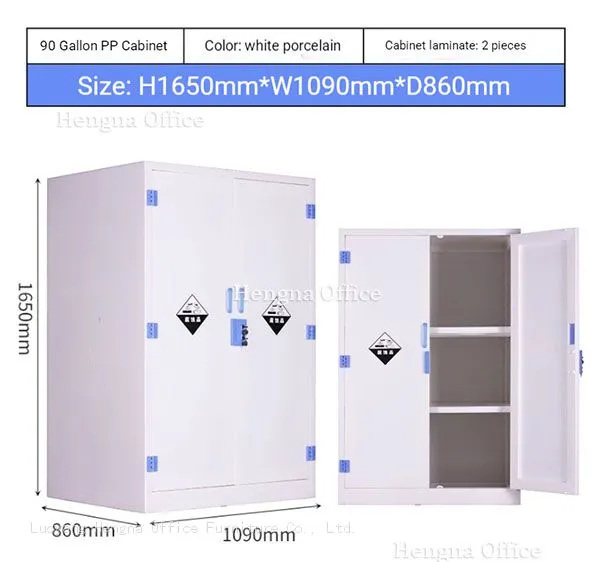
Optimized for Factory Workflow: With dimensions of 1800mm (H) x 900mm (L) x 450mm (W), the cabinet offers ample vertical storage while maintaining a relatively narrow footprint, ideal for placement along workshop walls or in designated chemical storage areas. The adjustable shelving allows you to customize the interior layout to accommodate various container sizes, from 1-gallon bottles to 5-gallon carboys, maximizing storage density and organization.
Technical Specifications & Features
Material: Virgin Polypropylene (PP), Homogeneous Color
Wall Thickness: 5mm
Internal Layout: Features adjustable shelves made of the same 5mm PP. The number of shelves can be customized.
Door Configuration: Available as top-bottom split doors or a full-height single door. Hinges can be configured for left-hand or right-hand opening as per factory layout needs.
Safety & Security:
Dual-Lock System.
Removable PP spill containment tray.
Prominent, durable chemical hazard warning labels on the door.
Finish: Uniform porcelain white color, which helps in quickly identifying spills and maintaining a clean appearance.
Compatibility: Designed for the safe storage of a wide range of corrosive liquids used in industrial settings, including but not limited to: Sulfuric Acid, Hydrochloric Acid, Nitric Acid, Acetic Acid, Sodium Hydroxide solutions, and various industrial cleaners and etchants.
Industrial Application Scenarios
This cabinet is indispensable in any factory where corrosive chemicals are used or stored:
Metal Fabrication & Finishing: For storing pickling acids, plating baths, and anodizing solutions.
Chemical Manufacturing & Processing: Safe containment of raw materials, intermediates, and finished corrosive products.
Water & Wastewater Treatment Plants: Storage of pH adjustment chemicals and cleaning reagents.
Pharmaceutical & Biotechnology: Holding cleaning-in-place acids and bases, and process chemicals.
Electronics Manufacturing: Storage of PCB etchants, cleaning solvents, and acid dips.
General Maintenance Workshops: For organized storage of battery acids, heavy-duty degreasers, and rust removers.
Why Choose Our Industrial PP Chemical Cabinet?
| Feature | Benefit to Your Factory |
|---|---|
| 5mm Thick PP Construction | Provides exceptional structural strength and long-term corrosion resistance, eliminating the risk of cabinet failure. |
| Removable Spill Tray | Simplifies cleanup and maintenance. The tray can be easily lifted out for decontamination, minimizing worker exposure. |
| Adjustable Shelves | Creates a flexible storage system that adapts to changing inventory needs, improving space utilization. |
| Double-Lock Security | Enhances accountability and control over hazardous materials, supporting workplace safety culture and audit compliance. |
| Dedicated Corrosive Storage | Segregates hazardous chemicals from other materials, reducing the risk of incompatible chemical reactions. |
Invest in Factory Safety and Organization
An Industrial PP Chemical Storage Cabinet is a proactive investment in your facility's most valuable assets: your people, your productivity, and your property. It transforms ad-hoc, risky storage practices into a controlled, managed, and safe process. By centralizing your corrosive liquids in a purpose-built, secure containment unit, you significantly mitigate the risk of accidents, ensure regulatory readiness, and promote a culture of safety.
Contact us today to discuss how this heavy-duty, double-lock safety cabinet can be integrated into your factory's chemical management plan. We can provide guidance on optimal placement, configuration (split door vs. single door), and customization options to fit your specific operational flow.

Send Inquiry to This Supplier


You May Also Like
-
Kilkenny Sealed Corrosion-Resistant PP Cabinet | Double-Lock Security | For Lab & Production Area AcidsUS$ 100 - 600MOQ: 5 Sets
-
Bray Schools Safe Storage Cabinet | Impact-Resistant PP, Dual-lock| For Educational Labs & Maintenance AcidsUS$ 100 - 600MOQ: 5 Sets
-
Waterford Cost-Effective PP Safety Cabinet | Basic Leak Protection | For Automotive Shops & Small WorkshopsUS$ 100 - 600MOQ: 5 Sets
-
Kilkenny Robust PP Chemical Storage Cabinet | Full PP Construction, No Rust | For Demanding Factory EnvironmentsUS$ 100 - 600MOQ: 5 Sets
-
HN-UL2 PP Corrosive Cabinet for University Laboratory, 22 Gallon, Spill-proof Adjustable Shelves and Dual-Lock System, Custom SupportedUS$ 200 - 600MOQ: 5 Combos
-
HN-SC5 PP Chemical Storage Cabinet for Semiconductor Cleanroom, 100% Rust-proof Material With Active Ventilation Design, OEM/ODMUS$ 200 - 600MOQ: 5 Combos
-
HN-CP3 Strong Acid Resistance PP Cabinet for Industrial Chemical Plant, Heavy Duty Polypropylene Corrosive Storage With 2cm Deep Leak-proof Fluid TrayUS$ 200 - 600MOQ: 5 Combos
-
HN-SSL Dual-Lock High Density PP Acid and Alkali Storage Cabinet for Secondary School Lab With Integrated Ventilation Louvers, Factory DirectUS$ 200 - 600MOQ: 5 Combos
-
HN-AP9 Acid and Alkali Resistant PP Corrosive Cabinet for Professional Laboratory Use, Spill-proof Trays and Security Locks, Professional SupplierUS$ 200 - 600MOQ: 5 Combos
-
HN-MP7 Polypropylene Chemical Safety Cabinet for EV Battery Manufacturing Plant, Electrolyte Resistant With Multi-layer Storage ShelvesUS$ 200 - 600MOQ: 5 Combos








