

Multi-Level Industrial Secure Storage Cabinet With Lockable Drawers for Paraffin and Chemical Storage








Related Products
-
 Durable Steel Laboratory Paraffin Wax Storage Cabinet With Fireproof Safety Features for Laboratories and HospitalsUS$ 80 - 600MOQ: 5 Combos
Durable Steel Laboratory Paraffin Wax Storage Cabinet With Fireproof Safety Features for Laboratories and HospitalsUS$ 80 - 600MOQ: 5 Combos -
Fire-Resistant Medical Paraffin Storage Cabinet With Adjustable Drawers and Locking Mechanism for Museums and Research InstitutionsUS$ 80 - 600MOQ: 5 Combos
-
Heavy Duty Metal Cassette Cabinet for Pathology Slides - Premium Laboratory Specimen Storage SolutionUS$ 299 - 520MOQ: 1 Piece
-
Pathology Paraffin Block Storage Cabinet - Premium 0.8MM Steel Multi-Tier Solution for Hospital Research LaboratoriesUS$ 299 - 519MOQ: 1 Piece
-
Secure Medical Slide Storage Cabinet – Lockable Drawers, Anti-Corrosion & Humidity-Resistant | Ideal for Labs in Houston, TXUS$ 99 - 599MOQ: 1 Piece
| Parameter | Details |
|---|---|
| Construction | Multi-level steel framework with independent compartment sealing |
| Dimensions | 1800mm (H) × 900mm (W) × 600mm (D) - configurable levels |
| Compartment Zones | 3-5 independent storage levels with separate access controls |
| Security Levels | Tiered access control from general to high-security zones |
| Material Compatibility | Paraffin, flammable liquids, corrosives, and general chemicals |
| Weight Distribution | 200kg per level, 800kg total capacity |
| Ventilation | Independent ventilation systems per compartment |
| Compliance | Multi-standard compliance (NFPA, OSHA, EPA, ISO) |
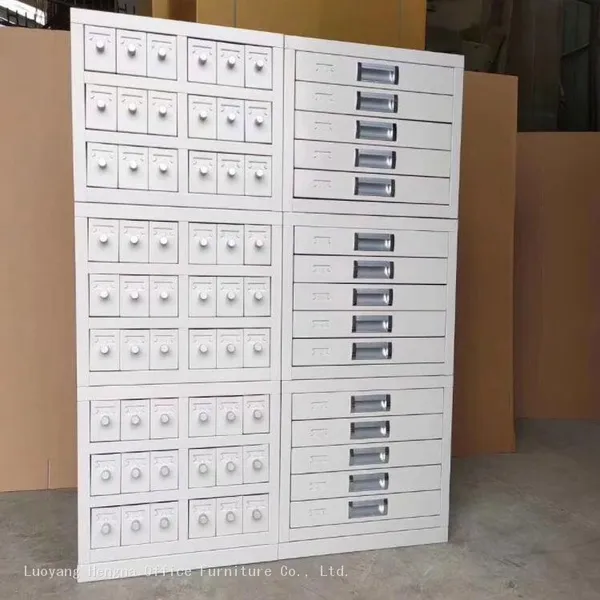
The cabinet features five independent storage zones, each with dedicated access controls and environmental controls tailored to specific material types. This compartmentalization prevents cross-contamination between incompatible materials while maintaining optimal storage conditions for each category. The zones can be configured for paraffin storage, flammable chemicals, corrosive materials, general supplies, and high-security items.
Security is implemented through a tiered access control system that provides different levels of security based on material sensitivity and user authorization. General access zones feature standard key locks, while high-security zones incorporate electronic locks with biometric authentication and audit trail capabilities. This graduated security approach ensures appropriate access control while maintaining operational efficiency.
3. Specialized Environmental ControlsEach compartment features independent environmental controls including temperature regulation, ventilation, and humidity management. Paraffin zones maintain stable temperatures to prevent melting or crystallization, while chemical zones feature appropriate ventilation systems for vapor management. This specialized environmental control ensures optimal storage conditions for diverse material types.
Advanced Security Features1. Multi-Point Locking SystemThe cabinet incorporates a sophisticated multi-point locking mechanism that secures each compartment independently while providing master control options. The system includes mechanical key locks, electronic keypad access, and optional biometric authentication for high-security zones. This comprehensive security approach protects valuable materials while maintaining flexible access for authorized personnel.
2. Audit Trail and Access MonitoringElectronic security zones include comprehensive audit trail functionality that records all access attempts, successful entries, and user identifications. This feature is essential for regulatory compliance in pharmaceutical and research laboratories where material tracking is critical. The system can generate detailed reports for safety audits and inventory management.
Optional remote monitoring systems provide real-time status updates for cabinet security, environmental conditions, and access events. The monitoring system can send alerts to security personnel or laboratory managers for unauthorized access attempts or environmental deviations, enhancing overall laboratory security and safety.
Specialized Storage Features1. Material-Specific CompartmentsEach storage zone is optimized for specific material types:
Paraffin Zone: Temperature-controlled with moisture-proof sealing
Flammable Zone: Fire-resistant construction with spark-arresting ventilation
Corrosive Zone: Chemical-resistant lining with secondary containment
General Storage: Versatile configuration for various laboratory supplies
High-Security Zone: Enhanced locking with environmental monitoring
The modular interior design allows for complete customization of each compartment to accommodate specific storage needs. Adjustable shelving, drawer dividers, and specialized containers can be configured to maximize space utilization while maintaining proper material segregation. This flexibility ensures the cabinet adapts to changing laboratory requirements.
3. Integrated Safety SystemsEach compartment includes dedicated safety features appropriate to the stored materials. These may include spill containment trays, leak detection systems, fire suppression mechanisms, or emergency ventilation controls. The integrated safety approach ensures comprehensive protection for both stored materials and laboratory personnel.
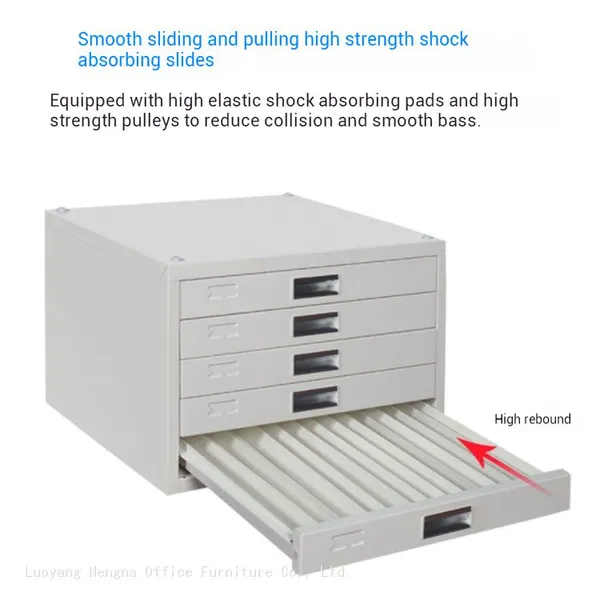
Workflow Optimization Features1. Ergonomic Access DesignThe cabinet’s multi-level design incorporates ergonomic considerations including optimal height placement for frequently accessed items and comfortable handle positioning. The drawer and door mechanisms are designed for smooth operation with minimal physical effort, reducing user fatigue during frequent access periods.
2. Visual Organization SystemIntegrated labeling and identification systems provide clear visual organization for each compartment and storage zone. Color-coded labels, transparent container options, and digital display systems enhance material identification and inventory management efficiency. This visual organization reduces retrieval time and minimizes errors.
The cabinet can be integrated with laboratory inventory management systems through barcode scanning, RFID tagging, or digital inventory tracking. This integration automates inventory updates, facilitates reorder processes, and provides real-time stock visibility for efficient laboratory management.
Regulatory Compliance Advantages1. Multi-Standard CertificationThe cabinet meets or exceeds multiple regulatory standards including NFPA for flammable storage, OSHA for workplace safety, EPA for environmental protection, and ISO for quality management. This comprehensive compliance simplifies regulatory audits and ensures laboratory operations meet all applicable requirements.
2. Documentation and CertificationEach cabinet includes complete documentation packages with compliance certificates, technical specifications, and maintenance guidelines. This documentation supports regulatory inspections, insurance requirements, and quality assurance programs, providing peace of mind for laboratory managers and compliance officers.
Investment Value and ROIThe Multi-Level Secure Storage Cabinet represents a strategic investment that delivers multiple returns including enhanced safety, regulatory compliance, operational efficiency, and material protection. The versatile design accommodates changing storage needs, while the advanced security features protect valuable materials and ensure laboratory safety.
Welcome your inquiry, we are committed to providing you with more professional services.

Send Inquiry to This Supplier


You May Also Like
-
Paraffin Tissue Block Cabinet With Buffer Drawer Slides – Adjustable Dividers, Electrostatic Coated, Light Gray for Research Institute LaboratoriesUS$ 99 - 599MOQ: 1 Piece
-
China Factory Wholesales High-Capacity 6-Drawer Medical Paraffin Storage Cabinet for Wax Blocks and Tissue Slides – Ideal for Pathology LabsUS$ 80 - 300MOQ: 5 Combos
-
Durable Epoxy-Coated Fire-Resistant Paraffin Block Storage Cabinet With Sliding Drawers for Medical and Forensic Laboratories-OEM/ODMUS$ 80 - 300MOQ: 5 Combos
-
Space-Saving Design Robust 5-Drawer Tissue Sample Storage Cabinet for Paraffin Blocks -ODM/OEMUS$ 80 - 300MOQ: 5 Combos
-
Paraffin Block Filing Cabinet — Tissue Block Storage Cabinet With Large Pull-Out Drawers. 515mm & 450mm Width for Pathology LabUS$ 80 - 300MOQ: 5 Combos
-
Large Capacity Medical Sample Storage Cabinet With Sliding Drawers for Tissue Blocks and Diagnostic Slides- Scientific Tissue Cassette Storage CabinetUS$ 80 - 300MOQ: 5 Combos
-
Easy Disinfection Epoxy-Painted Paraffin Wax Block Storage Cabinet With High-Strength Drawers – for Clinical Laboratories-ODM/OEMUS$ 80 - 300MOQ: 5 Combos
-
Medical Paraffin Wax Block Storage Cabinet With Pull-Out Drawers – Space-Saving Design for High-Volume Labs-ODM/OEMUS$ 80 - 300MOQ: 5 Combos
-
Efficient Tissue Section Storage Cabinet With Large Drawers for Storing Paraffin Blocks in Pathology Labs-Scientific Tissue Cassette Storage CabinetUS$ 80 - 300MOQ: 5 Combos
-
China Supplier Secure Damproof Medical Paraffin Storage Cabinet With Epoxy Coating and Large Drawers – Perfect for Laboratories and ResearchUS$ 80 - 300MOQ: 5 Combos

