

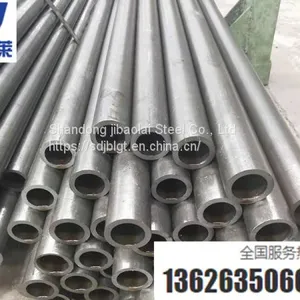
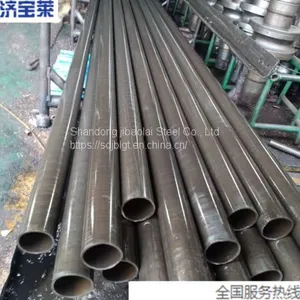
Precision Pipe 15*2.5 Precision Steel Pipe Precision Bright Steel Pipe Manufacturer


Related Products
-
 Precision Pipe 16*3 Precision Steel Pipe Precision Bright Steel Pipe ManufacturerCNY 5500 - 6000MOQ: 1 Short Ton
Precision Pipe 16*3 Precision Steel Pipe Precision Bright Steel Pipe ManufacturerCNY 5500 - 6000MOQ: 1 Short Ton -
Precision Pipe 16*2 Precision Steel Pipe Precision Bright Steel Pipe ManufacturerCNY 5500 - 6000MOQ: 1 Short Ton
-
Precision Pipe 10 * 1 Precision Steel Pipe Precision Bright Steel Pipe ManufacturerCNY 5500 - 6000MOQ: 1 Short Ton
-
Precision Pipe 12*2 Precision Steel Pipe Precision Bright Steel Pipe ManufacturerCNY 5500 - 6000MOQ: 1 Short Ton
-
Precision Pipe 14*2 Precision Steel Pipe Precision Bright Steel Pipe ManufacturerCNY 5500 - 6000MOQ: 1 Short Ton
Precision pipe 15*2.5 precision steel pipe precision bright steel pipe manufacturer
Precision pipe 15*2.5 precision steel pipe precision bright steel pipe manufacturer.Characteristics of seamless pipe:
The thicker the wall thickness is, the more economical and practical it will be. The thinner the wall thickness is, the higher the processing cost will be. Secondly, the process of the product determines its limited performance. Generally, the accuracy of seamless tube is low: the wall thickness is uneven, the brightness of the inner and outer surface of the tube is low, the sizing cost is high, and the inner and outer surface of the tube also has pockmarks and black spots which are not easy to remove; Third, its detection and shaping must be handled offline. Therefore, it shows its advantages in high pressure, high strength and mechanical structure materials.
Appearance quality of seamless pipe
There shall be no crack, fold, craze, crack, rolling fold, separation layer and scab on the inner and outer surface of seamless pipe. These defects shall be completely removed (except for pipes for machining). After removal, the wall thickness and outer diameter shall not exceed the negative deviation. Any other minor surface defects not exceeding the allowable negative deviation may not be removed.
Allowable depth of straight road. Hot rolled and hot extruded pipes with diameter less than or equal to 140mm shall not be greater than 5% of the nominal wall thickness, and the maximum depth shall not be greater than 0.5mm; cold drawn (rolled) pipes shall not be greater than 4% of the nominal wall thickness, and the maximum depth shall not be greater than 0.3mm.
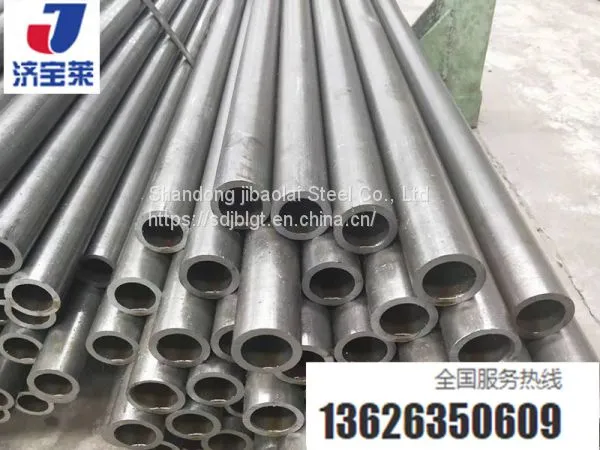
Precision pipe 15*2.5 precision steel pipe precision bright steel pipe manufacturer.
Hot rolled seamless tube is usually produced on automatic tube rolling mill. After the solid tube blank is inspected and the surface defects are removed, it is cut to the required length, centered on the end face of the piercing end of the tube blank, then sent to the heating furnace for heating, and perforated on the piercing machine. Under the action of the roller and the plug, a cavity is formed in the blank, which is called the blank. Then send it to the automatic tube rolling machine to continue rolling. Finally, the wall thickness of the whole machine is equalized and the diameter is calibrated by the sizing machine to meet the specification requirements. It is an advanced method to produce hot-rolled seamless steel tube by continuous rolling mill.
1.2. In order to obtain the seamless tube with smaller size and better quality, cold rolling, cold drawing or the combination of the two methods must be used. Cold rolling is usually carried out on a two high mill, and steel pipes are rolled in a circular pass composed of a variable cross-section circular groove and a fixed conical head. Cold drawing is usually carried out on single chain or double chain cold drawing machines of 0.5-100t.
1.3 the extrusion method is to place the heated tube blank in the closed extrusion cylinder, and the punch rod and the extrusion rod move together to extrude the extrusion part from the small die hole. This method can produce steel pipe with smaller diameter.
Precision pipe 15*2.5 precision steel pipe precision bright steel pipe manufacturer.After the hot rolling of seamless tube, the non-metallic inclusions (mainly sulfide and oxide, silicate) inside the steel are pressed into thin sheet, and the phenomenon of delamination (interlayer) appears. Delamination makes the tensile properties of the steel along the thickness direction deteriorate greatly, and it is possible that the interlaminar tear occurs when the weld shrinks. The local strain induced by weld shrinkage is often several times of the yield point strain, which is much larger than that caused by load; 2. Residual stress caused by uneven cooling. The residual stress is the internal self-equilibrium stress without external force, which exists in all kinds of hot-rolled sections. The larger the section size of general section, the greater the residual stress. Although the residual stress is self-equilibrium, it has a certain influence on the performance of steel members under external force. Such as deformation, stability, anti fatigue and other aspects may have adverse effects. 3. The thickness and edge width of hot rolled steel products are not well controlled. We are familiar with thermal expansion and cold shrinkage. Even if the length and thickness of hot rolling are up to standard at the beginning, there will be a certain negative difference after cooling. The wider the negative difference is, the thicker the thickness is. Therefore, for large-scale steel, the edge width, thickness, length, angle and edge line of steel cannot be too precise
Precision pipe 15*2.5 precision steel pipe precision bright steel pipe manufacturer.

Send Inquiry to This Supplier


You May Also Like
-
Precision Pipe 6*1 Precision Steel Pipe Precision Bright Steel Pipe ManufacturerCNY 5500 - 6000MOQ: 1 Short Ton
-
Precision Pipe 10*0.5 Precision Steel Pipe Precision Bright Steel Pipe ManufacturerCNY 5500 - 6000MOQ: 1 Short Ton
-
Precision Pipe 15*2.5 Precision Steel Pipe Precision Bright Steel Pipe ManufacturerCNY 5500 - 6000MOQ: 1 Short Ton
-
ASTM A240 304L Stainless Steel Pipe Hairline No.4 Surface Cold Rolled Precision TubeUS$ 2.25 - 4.25MOQ: 100 Kilograms
-
POM CH-15 Raw Material - Japan Polyplastics for Precision Molded PartsNegotiableMOQ: 1000 Kilograms
-
HDPE Spiral Pipe Machine With Digital Diameter Control for Precision ManufacturingNegotiableMOQ: 1 Set
-
Stackable Steel Pipe Storage Rack for Logistics and WarehousingNegotiableMOQ: 50 Units
-
High Precision Liquid Turbine Flow Transmitter With 304 Stainless Steel BodyNegotiableMOQ: 1 Piece
-
Small-Scale Electrophoretic Coating Equipment for Precision Metal Parts, Stainless Steel TankNegotiableMOQ: 1 Piece
-
Precision Steel PipeUS$ 615 - 625MOQ: 10 Metric Tons


















