

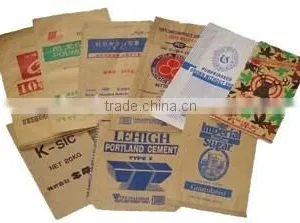
Paper Yarn Bag


Related Products
-
 Paper Yarn Bag, Eco Bag With First-rate Technology in Packing IndustryUS$ 0.25 - 0.6MOQ: 5000 Pieces
Paper Yarn Bag, Eco Bag With First-rate Technology in Packing IndustryUS$ 0.25 - 0.6MOQ: 5000 Pieces -
Agricultural Industrial Use BagUS$ 0.2 - 0.5MOQ: 5000 Pieces
-
Chemical Resistant BagUS$ 0.2 - 0.5MOQ: 5000 Pieces
-
25KG 50KG Kraft Paper Yarn Pasted Valve Cement Sack, Cement Sack With ValveUS$ 0.25 - 0.45MOQ: 5000 Pieces
-
Super Strong Breathable Moisture Proof Paper Yarn BagUS$ 0.2 - 0.6MOQ: 5000 Pieces
Paper Yarn Bag, produced by our innovative bag-making machine. The structure of the bag is two layers paper, adhesive mesh vinylon soluble yarn and polyvinyl alcohol adhesive(PVA). This structure gives our bags some outstanding qualities for industrial usage:
l High strength
l Moisture proof
l Anti-aging
l High temperature resistant
l Preservation of agricultural crops
l Non slip package stacking
l Recycling and Environmental
Our bags meet low carbon and high environmental standards, they are bio-degradable, can be considered as “green industrial bags”. For both quality and performance meet the international standards required in industrial powders, granular materials, chemicals, minerals, agriculture crops, building materials and other fields of potential usage.
The bags are suitable for open filling, pressure filling and extrusion filling.
Main Features of Paper Yarn Bag:
Moisture proof
Between the two layers paper, PVA to be a thin film during the pressurised composite process. This film can prevent water molecules entering the bag, and discharge the anaerobic from bag inside slowly. This gives the bag its preservation quality.
Anti-aging
The paper in our bags is impermeable to light, and both the outer and inner papers of the bag protect the yarn effectively against ultraviolet radiation and aging.
High Temperature resistant
Our bags strength is controlled by both warp and weft yarn. Even at the temperatures of 180℃, the yarn also can maintains its characteristics. Although the paper burns at 183℃, the composited bag also can bear these high temperatures.
High Strength
The bags strength comes from single warp and weft yarn without break points. When the weft disk is in counterclockwise rotation, there is a triangular mesh structure on
the bags surface which greatly enhances the high strength characteristics.
Non Slip Stacking
During the pressured composite process, a triangular mesh structure forms on the surface of the bag which increases the friction coefficient of the bag surface. This means that the bags can be stacked up to 40 units high and also that the bags won’t slide during transportation.
Environmentally friendly and Recyclable
All of our bag is recyclable and creates no pollution to the environment.
Application in food industry:
Our bags are used for a whole host of products such as rice, milk powder, grain, cereals, flour, potatoes, corn, food additives, herbs and spices. Agricultural products contain an average 17% moisture which can make the produce moldy if the packing quality means that the storage temperature, time or environment is incorrect. However, our innovative bio-degradable paper yarn agricultural bag is not only moisture proof but also has ventilation qualities which keep the produce fresh for an extended period of time.
Keep goods free from insect infestation, prevent rat damage, significantly improve preservation, reduces nutritional loss and guarantees goods quality. The agricultural bags look great and the superior quality of produce that they deliver will enhance the producer’s reputation with the customer.
Application in chemical packing industry
Our bags are widely used in the chemical industry for packaging resin, ABS, carbon additive, polystyrene, asphalt, soda ash and soda, etc. Some chemical materials require very high standards of packing for anti-aging and high temperature resistance. A traditional chemical bag can have a structure which will change at temperatures as low as 60C, our bags will keep their structure and strength up to 180C making them the perfect choice for high temperature filling.
Application in cement packing industry
Using the pressured filling method cement can be quickly loaded into the bag. Storing cement creates a unique problem of exhaust and moisture proofing which traditional cement bags don’t solve. Our company has developed ‘Micro-pores Technology’ with 5,000 micro-pores per square meter in the bags surface. At the time of filing the cement grain and wool fiber cover the micro-pores with negative pressure, this means that moisture cannot get into the cement bag. This solves the problem and protects the cement quality.
Application in Mineral products packing industry
Our nanoscale products have the thinnest diameter of product particles, up to 2500 mesh, for this reason the moisture proof and sealing qualities are much superior to a traditional bag. Our unique bio-degradable paper yarn bag with an outside mouth design solves several key problems such as spraying & leaking during filling, the sealing up or moisture proof issue during piling up and palleting for transportation
Our mineral bag products are used by producers of super fine industrial powders, zinc oxide, graphite flakes and zirconia, etc. The feedback we have received from our customers for mineral bags has always been excellent.

Send Inquiry to This Supplier

You May Also Like
-
All Sizes Brown Paper Bag Print/unprinted for All IndustriesNegotiableMOQ: 5000 Pieces
-
Polypropylene Sacks PP Woven BagsNegotiableMOQ: 10000 Pieces
-
Stand Up PouchNegotiableMOQ: 2500 Pieces
-
Colour PVC Cosmetic Bag for Gift Stand Packing BagNegotiableMOQ: 10000 Pieces
-
Top Grade Custom Gifts Satin Pouch BagUS$ 0.15 - 0.3MOQ: 1000 Pieces
-
Hot Sale Die Cut Handle Plastic Packaging Bag for Washing PowderUS$ 0.01 - 0.05MOQ: 5000 Pieces
-
Japan Static Tester With Best PerforanceUS$ 1,000 - 1,200MOQ: 1 Piece
-
Accept Custom Order Stand up Spout Pouch Aluminum Foil Spout PouchUS$ 0.05 - 0.15MOQ: 10000 Pieces
-
Machine Price Packaging BagsUS$ 0.7 - 1MOQ: 1000 Pieces
-
Christmas Tree Table Decoration Gift Toy Wedding Candy Handbag Santa Pants Treat BagUS$ 1.99 - 3.55MOQ: 200 Pieces
