We invite you to the forefront of precision sorting. With the introduction of our Optical Belt Color Sorter, we take sorting to a whole new level in both operational effectiveness and accuracy. Developed to suit many applications, our color sorter machine employs state-of-the-art instrumentation that classifies and separates by color and shape in such a way that only the best qualilty output is achieved. Be it grains, nuts, or a wide range of other materials, our sorting solutions will fulfill your requirements and bolster your business productivity.
Essentially, a belt color sorter is a sophisticated sorting machine which employs optical sorting systems to sort out objects as per their color or shape. Unlike conventional methods, this style of sorting machine achieves astonishing accuracy with modern light sorting technologies. The belt type color sorter takes images of the material as it is transported through the machine. Every item is analyzed in real time and goes through a preliminary acceptance algorithm. This technology guarantees that only those materials which meet the set criteria for quality standards are selected, reducing and waste and increasing efficiency.
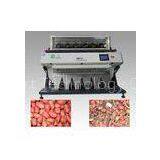
Our belt color sorting machine is equipped with a four-view belt type color sorter system, which provides sorters with a broader view for thorough inspection from various angles. Like other machines in this series, these also feature intelligent color sorting based on AI algorithms. The machines have the ability to adapt to different sorting requirements with ease. Additionally, these machines support slow-speed belt operation to enhance the careful handling of delicate materials. Supporting these features helps these machines perform better and become more reliable.
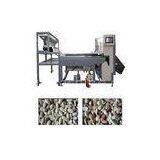
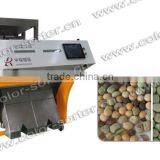
Belt color sorters serve multiple purposes in different industries. They work in almost all sectors, from sorting in agriculture to manufacturing. In the food sector, a rice color sorter machine is used to maintain the quality of rice by removing broken or discolored grains. In the same way, a nuts color sorter enhances the quality of nut products by sorting them using color and material integrity. Beyond food, these machines serve a vital function in recycling plants where they assist in the sorting process by distinguishing between plastics, glass, and other substances. No matter your industry, our belt color sorting machine can adapt for any needs and offers unparalleled sorting solutions for all types.
The change to optical sorting machines from traditional methods represents a leap in both efficiency and effectiveness. Unlike manual sorting, which is often slow and imprecise, optical sorting machines can handle massive material quantities with minimal human oversight. These machines relieve the human workforce from labor-intensive sorting, which helps to cut costs and reduce errors. Using an optical belt color sorter provides your company with sorting that is consistent and precise which drives product reliability and customer satisfaction.
Optical sorting machines streamline operations by greatly automating the sorting process which enhances productivity. The belt type color sorter is capable of sorting thousands of individual components every minute, allowing production targets to be achieved without delays. Intelligent sorting capabilities make it possible for changes in the sorting conditions such as the type and state of the material to be accommodated on the fly. The flexibility minimizes the downtime optics enhanced productivity which increases the competitiveness of businesses incorporating optical sorting systems.
Optical sorting machines offer sound long-term investments as they improve profitability. Their cost-effectiveness comes from reduced waste, lower labor requirements, and increased yield. With a belt color sorter, businesses can ensure that only premium quality products reach the market, enhancing brand reputation and customer loyalty. Moreover, the cost savings associated with them due to their longevity and minimal upkeep leads to an increased return on investment.
In conjunction with our intuitive design, operating a belt type color sorter is simple. Make sure the machine is set up in accordance to the material specifications. The materials have to be loaded onto the belt in a way that enables even distribution for effective sorting. From the machine’s interface, you can set sorting parameters in accordance to color, shape, and other criteria. The optical system sorts materials as they pass through the machine. For best results, set performance monitoring during regular intervals.
Maintaining the belt sorter regularly will ensure it works for a long time without defects. The first maintenance step is to perform routine cleanup of the optical sensors and conveyor belt to avoid running into performance issues occasionally. Check the operating computer for any unscheduled updates, serviced auxiliary components, and inspect rotating parts peripherals for loose fittings. Following these suggestions will guarantee increased durability and dependable service from your color sorting machine.
Sometimes, even the most dependable color sorter machines run into challenges. They often experience issues such as software errors, blockages of materials, and misaligned sensors. Troubleshooting requires clearing any blockages, realigning the sensor, and resetting the software system. All problems are easily solved with the assistance of our customer support team. They are always ready to offer support and resolve the issues for you. Knowing these helpful techniques will assist in solving problems quickly and as such will minimize interruptions to work.
Our belt color sorter is unique in its advanced features as a market pioneer. Installing high resolution cameras and various image recognition apparatuses on our belt color sorter enables unmatched precision when sorting materials by color and type. The belt’s adjustability also allows for sorting a wide range of materials from fragile grains to sturdy nuts, guaranteeing high quality without fail. With the benefits of our optical sorting technology, you have a reliable asset for effective quality control and increased productivity.
Fact: No one innovates more in this segments than us. The advanced visible light sorting techniques incorporated into the sorter allows for exact sorting and picking of materials. The AI empowers advanced machine learning algorithms to automatically refine and expand the sorts of tasks the machine can do providing a responsive sorting solution. Technologies developed by our institution is unique in the market which enables clients to surpass set standards within the industry.
The focus of our sorting machines is the operator, which is why they feature an easy-to-use interface. Operators, both experienced and novice, can use the touch screen control panel with ease to navigate through menus and modify sorting settings. The user-friendly design minimizes training requirements while maximizing productivity, allowing your team to achieve optimal sorting results with minimal effort.
It is important to analyze several factors while choosing the right belt color sorter. Think about the materials you will be sorting as well as the required output quality. Make sure to check the throughput capacity of the machine, which should be in line with your production goals. Moreover, check the technological features like accuracy of the sensors and flexibility to meet your sorting requirements. Thoughtfully taking into account these aspects is necessary so that a decision which is useful for your business is made.
Reviewing various belt type color sorters gives you a better understanding of the advantages that each model has. Our sorting machines are suitable for all industry requirements, including high capacity units for large scale operations through to smaller units for less demanding users. Check the effectiveness of sorting, ease of maintenance, and overall expenses of all models to narrow down to the one which fits best for your needs. Our professionals are ready to assist you through the final selection so that you end up with an optimal sorting solution.
The sorting solutions we provide have proven effective and reliable in aiding customer's success stories. For example, numerous businesses have enhanced operational efficiency and improved product quality with our belt color sorter machines. Customer testimonials also emphasize the reduction in labor costs, greater accuracy in sorted products, and higher operational efficiency as major benefits of using our equipment. Given the number of clients who are already satisfied, there is no reason to doubt our solutions will provide more value that you expect.
A: An Optical Belt Color Sorter is a type of sorting equipment used in food processing and other industries to separate items based on color differences. This machine utilizes advanced visible technology to detect and separate items like rice, cashews, and garlic efficiently.
A: A color sorter machine, such as the four view belt-type color sorter, works by using high-speed cameras and sensors to detect variations in color. It then uses air jets to separate items that do not meet the desired color criteria, effectively sorting them based on the color difference.
A: A color sorter is mainly used for sorting materials like rice, cashews, garlic, and other food products. It can also sort industrial materials depending on the type color sorter machine and its configuration.
A: Leading color sorter manufacturers offer a range of products, including series rice color sorters and cashew color sorters, that integrate advanced technological features for efficient sorting in various applications.
A: A belt-type color sorter provides several benefits, including increased sorting accuracy, reduced product waste, and the ability to handle high volumes of materials. Professional belt systems, such as the amd® lm series slow speed belt-type ai-powered sorter, are especially useful for delicate products.
A: A four view belt-type color sorter is preferred for its ability to provide comprehensive sorting from multiple angles, ensuring that even the smallest color difference is detected and addressed. This series four view belt-type color sorter offers enhanced precision and reliability in the sorting process.

官方微信服务号
关注最新动态