

PP Chemical Storage Cabinet With Double Lock for Corrosive Materials Serving Pharmaceutical Manufacturing







Related Products
-
 Durable PP Acid & Alkali Resistant Corrosive Cabinet for Laboratories -100% Polypropylene Anti-Corrosion Storage Serving US Chemical PlantsUS$ 200 - 600MOQ: 5 Combos
Durable PP Acid & Alkali Resistant Corrosive Cabinet for Laboratories -100% Polypropylene Anti-Corrosion Storage Serving US Chemical PlantsUS$ 200 - 600MOQ: 5 Combos -
15 Gallon PP Chemical Corrosive Cabinet With Adjustable Shelves & Double-Layer Steel Plate for Pharma Manufacturing Strong Acid & Base Safe StorageUS$ 200 - 600MOQ: 5 Combos
-
Heavy-Duty Polypropylene Acid Cabinet With PP Handle & Door Hinge for Laboratories | Anti-Rust, Anti-Corrosion Chemical StorageUS$ 200 - 600MOQ: 5 Combos
-
China Factory Wholesales PP Material Corrosive Storage Cabinet With Ventilation | Ideal for Labs & Research Centers-PP Chemical Safety Cabinet-ODM/OEMUS$ 200 - 600MOQ: 5 Combos
-
Wear-Resistant High-Strength PP Chemical Safety Cabinet-Acid and Alkali Resistant Corrosion-Free Design for Electroplating FacilitiesUS$ 200 - 600MOQ: 5 Combos
The PP Chemical Storage Cabinet with Double Lock represents the ultimate solution for organizations seeking to protect their personnel, facilities, and valuable materials from the dangers associated with corrosive chemical storage. This advanced storage system combines industrial-grade durability with sophisticated security features to deliver comprehensive protection for the most challenging storage requirements.
Advanced Polypropylene Construction TechnologyThe cabinet’s foundation rests upon premium-grade polypropylene (PP) material, selected for its superior chemical resistance properties across an extensive range of corrosive substances. Unlike conventional storage materials that degrade when exposed to aggressive chemicals, our PP construction maintains structural integrity even when storing:
Chemical Resistance Matrix| Chemical Type | Resistance Level | Common Applications |
|---|---|---|
| Strong Acids | Excellent | Sulfuric acid, Hydrochloric acid, Nitric acid |
| Strong Alkalis | Excellent | Sodium hydroxide, Potassium hydroxide, Calcium hydroxide |
| Organic Solvents | Very Good | Acetone, Ethanol, Isopropanol, Toluene |
| Oxidizing Agents | Good | Hydrogen peroxide, Potassium permanganate |
This comprehensive chemical resistance ensures the cabinet’s longevity and maintains the integrity of stored materials, preventing contamination and costly material loss.
Dual-Lock Security ArchitectureThe cabinet’s double-lock system implements a sophisticated security protocol that exceeds industry standards for hazardous material storage. This dual-mechanism approach requires two independent authorization steps before access is granted, providing:
Security Features OverviewPrimary Lock: High-security cylinder lock with pick-resistant mechanism
Secondary Lock: Combination lock with customizable code settings
Tamper Evidence: Visual indicators showing any attempted unauthorized access
Audit Trail Capability: Optional electronic logging of all access attempts
Master Key System: Administrative override for emergency situations
This multi-layered security approach ensures that only authorized personnel can access stored materials, significantly reducing the risk of accidents, theft, or misuse of hazardous substances.
Industrial-Grade Durability and PerformanceDesigned for the demanding conditions of industrial environments, this cabinet incorporates numerous features that ensure reliable performance under challenging circumstances:
Durability EnhancementsImpact-Resistant Construction: Withstands accidental collisions from forklifts or carts
UV-Stabilized Material: Prevents degradation in outdoor or brightly lit environments
Temperature Tolerance: Maintains integrity in environments ranging from -20°F to 180°F
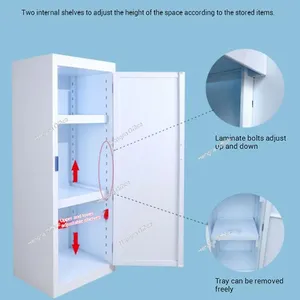
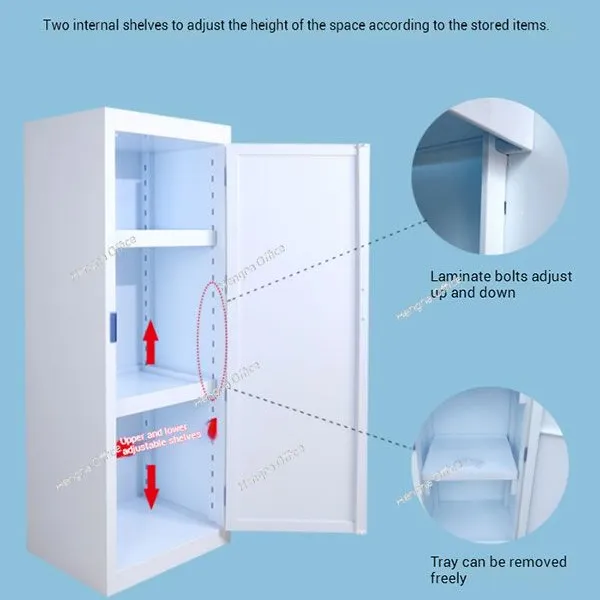
Load-Bearing Capacity: Each shelf supports up to 200 pounds of distributed weight
Corrosion-Proof Hardware: All metal components are coated or manufactured from corrosion-resistant materials
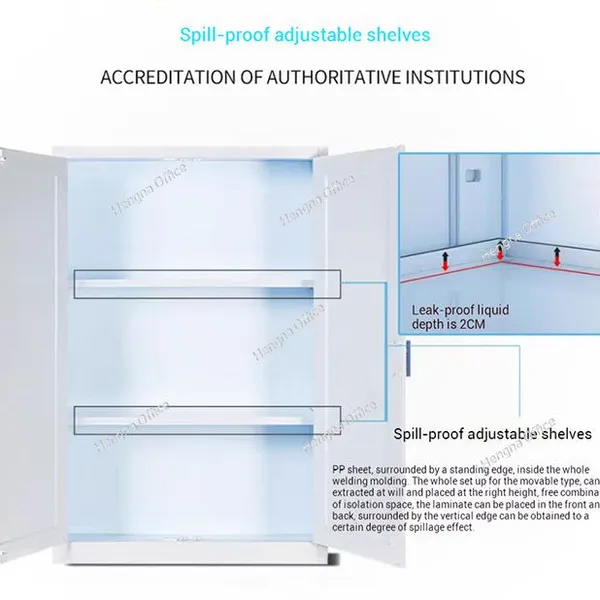
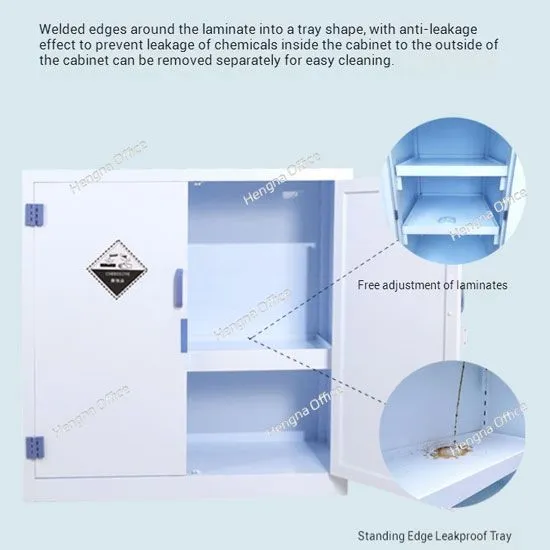
Spill Containment and Environmental ProtectionEnvironmental responsibility is integrated into every aspect of the cabinet’s design. The integrated spill containment system features a deep sump capable of containing up to 25 gallons of spilled liquid, preventing environmental contamination and facilitating safe cleanup procedures. The cabinet’s seamless construction eliminates potential leak points, ensuring that any spills remain contained within the unit.
Ventilation and Air Quality ManagementProper ventilation is critical when storing volatile or evaporative chemicals. The cabinet incorporates strategically placed ventilation ports that:
Promote natural air circulation to prevent vapor accumulation
Can be connected to laboratory exhaust systems for enhanced ventilation
Reduce the risk of pressure buildup from chemical reactions
Maintain safe air quality in the storage area
Understanding that different industries have unique storage requirements, we offer extensive customization options:
Industry-Specific ConfigurationsPharmaceutical: Enhanced cleanroom compatibility with HEPA filtration options
Manufacturing: Heavy-duty shelving for bulk chemical storage
Educational: Smaller footprints with enhanced safety features for student use
Research: Specialized compartments for rare or expensive chemicals
Healthcare: Medical-grade finishes and antimicrobial surfaces
This PP Chemical Storage Cabinet meets or exceeds all relevant regulatory requirements, including:
OSHA Hazard Communication Standard
EPA Chemical Safety Regulations
DOT Hazardous Materials Transportation
Local Fire Code Requirements
Each cabinet includes comprehensive documentation and certification to facilitate regulatory compliance and smooth inspection processes.
Total Cost of Ownership BenefitsWhile the initial investment may exceed that of traditional storage solutions, the long-term value proposition is compelling:
15+ Year Service Life: Significantly longer than metal alternatives
Minimal Maintenance Requirements: No painting, rust treatment, or corrosion repairs
Reduced Replacement Costs: One-time investment versus frequent replacements
Lower Insurance Premiums: Enhanced safety features may reduce liability coverage costs
Environmental Compliance: Avoidance of fines and penalties associated with improper storage
The PP Chemical Storage Cabinet with Double Lock represents a strategic investment in workplace safety, regulatory compliance, and operational efficiency. By combining superior chemical resistance with advanced security features, this cabinet provides organizations with the confidence that their hazardous materials are stored safely and securely, allowing them to focus on their core business operations.
Welcome your inquiry, we are committed to providing you with more professional services.

Send Inquiry to This Supplier


You May Also Like
-
High Quality Polypropylene Lab Chemical Storage Cabinet | Leak-Proof, Corrosion-Proof for Hazardous Liquids-OEM/ODMUS$ 200 - 600MOQ: 5 Combos
-
Corrosion Resistant Laboratory PP Cabinet With Double Upper Glass Filo Doors for Semiconductor Manufacturing| Strong Acid & Base ProtectionUS$ 200 - 600MOQ: 5 Combos
-
Hengna Industrial PP Corrosive Chemical Storage Unit With Security Double Lock Management for Pharmaceutical R&D LabsUS$ 200 - 600MOQ: 5 Combos
-
Superior Quality PP Acid Storage Cabinet With Reinforced Shelves | Safe Storage for Laboratory Chemicals-OEM/ODMUS$ 200 - 600MOQ: 5 Combos
-
Durable 30-Gallon Polypropylene Corrosive Cabinet Hazardous Chemical Cabinet | Anti-Acid, Anti-Alkali | Ideal for Chemical FacilitiesUS$ 200 - 600MOQ: 5 Combos
-
Polypropylene Acid & Alkali Resistant Cabinet With 2cm Leak-Proof Tray | Corrosion-Proof Chemical Storage for LabsUS$ 200 - 600MOQ: 5 Combos
-
High Capacity PP Chemical Safety Cabinet With Adjustable Shelves & Double Lock Control | Ideal for Strong Acid/Base StorageUS$ 200 - 600MOQ: 5 Combos
-
Polypropylene Corrosive Material Storage Cabinet With Adjustable Laminate for University Chemistry Labs | Acid- and Alkali-ResistantUS$ 200 - 600MOQ: 5 Combos
-
Heavy Duty Laboratory PP Acid Storage Cabinet With Welded Spill Containment Tray | Anti-Corrosion & Non-Toxic MaterialUS$ 200 - 600MOQ: 5 Combos
-
Heavy Duty Laboratory PP Acid Storage Cabinet With Welded Spill Containment Tray | Anti-Corrosion & Non-Toxic MaterialUS$ 200 - 600MOQ: 5 Combos

