

Heavy-Duty Steel Pallet Racking System - Industrial Warehouse Storage Rack Solutions








Related Products
-
 Retail Steel Shelving Units - Commercial Display Racks for Supermarket StorageUS$ 19 - 299MOQ: 2 Sets
Retail Steel Shelving Units - Commercial Display Racks for Supermarket StorageUS$ 19 - 299MOQ: 2 Sets -
Industrial Steel Storage Racks - Heavy-Duty Factory Shelving for ManufacturingUS$ 19 - 299MOQ: 2 Sets
-
Hengna Blue Food-Grade Steel Shelving - Storage Racks for Food ProcessingUS$ 19 - 299MOQ: 2 Sets
-
Automotive Steel Storage Racks - Heavy-Duty Shelving for Auto Parts & Tools SupplierUS$ 19 - 299MOQ: 2 Sets
-
Grade Steel Shelving - Healthcare Storage Racks for Hospital SuppliesUS$ 19 - 299MOQ: 2 Sets
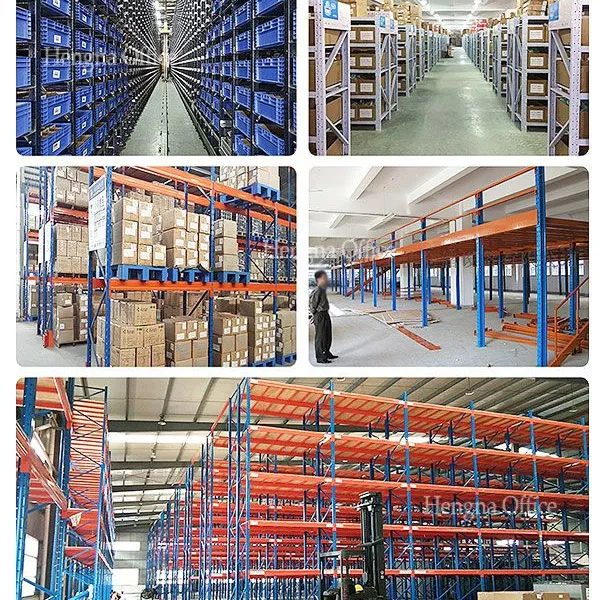
As distribution centers face increasing pressure to maximize storage capacity while ensuring operational safety and accessibility, investing in robust Industrial Warehouse Storage Rack Solutions becomes essential for maintaining competitive advantage. This comprehensive guide explores how advanced steel racking systems revolutionize warehouse functionality, enhance productivity, and deliver substantial returns on investment through superior design and engineering excellence.
Understanding Heavy-Duty Steel Pallet Racking Systems
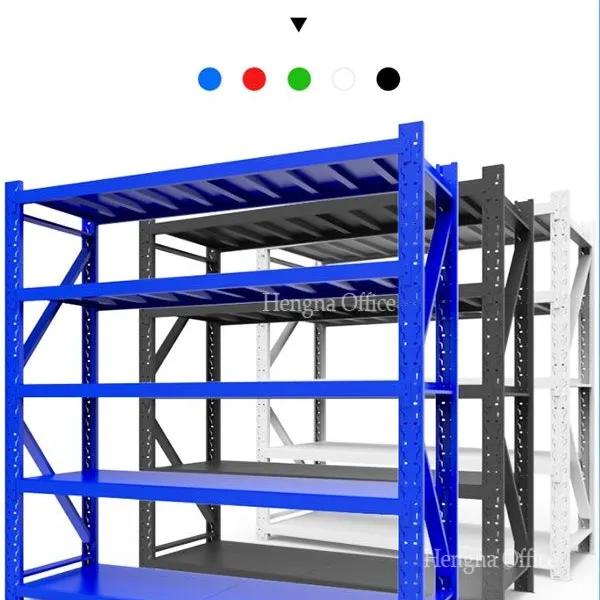
Engineering Excellence and Construction Quality
Modern steel pallet racking systems incorporate advanced engineering principles to deliver exceptional performance:
High-grade steel construction: Utilizing 75,000 PSI minimum yield strength steel for maximum durability
Precision manufacturing: Computer-controlled fabrication ensuring consistent quality and exact specifications
Modular design: Interchangeable components allowing for flexible configuration and future expansion
Load optimization: Engineered to support 2,000-5,000 pounds per beam level, depending on configuration
Technical Specifications and Performance Metrics
| Specification | Standard Capacity | Heavy-Duty Capacity | Premium Capacity |
|---|---|---|---|
| Beam Length | 8-12 feet | 12-16 feet | 16-20 feet |
Load Capacity | 2,000-3,000 lbs | 3,000-4,000 lbs | 4,000-5,000 lbs |
Upright Height | 12-20 feet | 20-30 feet | 30-40 feet |
Frame Depth | 36-48 inches | 42-54 inches | 48-60 inches |
Warehouse Integration and Applications
Multi-Industry Storage Solutions
Distribution Center Applications
Selective racking: Direct access to every pallet for maximum flexibility
Double-deep racking: Increased storage density with reduced selectivity
Drive-in racking: High-density storage for large quantities of similar products
-
Push-back racking: LIFO systems maximizing space utilization while maintaining accessibility
Manufacturing Support Storage
Raw material organization: Systematic storage of production inputs and components
Work-in-progress management: Organized storage for partially completed products
Finished goods staging: Efficient organization of products awaiting shipment
Buffer inventory management: Strategic storage for demand fluctuation accommodation
Safety and Compliance Features
Industrial Safety Standards Implementation
Structural Safety Elements
Load capacity labeling: Clear weight limit indicators preventing overloading
Safety locks: Beam-to-upright connections preventing accidental dislodgement
Column protectors: Impact-resistant guards protecting upright frames
Load stop beams: Safety features preventing pallet overhang
Regulatory Compliance
OSHA compliance: Full adherence to Occupational Safety and Health Administration standards
RMI certification: Rack Manufacturers Institute certification ensuring quality and safety
Local building codes: Compliance with regional structural requirements and seismic considerations
Fire safety integration: Design compatibility with sprinkler systems and fire suppression
Installation and Configuration Strategies
Optimal Warehouse Layout Planning
Space Utilization Optimization
Vertical space maximization: Utilizing full ceiling height for storage capacity
Aisle width optimization: Balancing accessibility with storage density
Flow pattern design: Efficient movement paths for material handling equipment
Future expansion planning: Scalable configurations accommodating business growth
Installation Best Practices
Professional installation: Certified technicians ensuring proper assembly and anchoring
Floor preparation: Concrete slab requirements and surface preparation standards
Equipment compatibility: Integration with forklifts, pallet jacks, and material handling systems
Safety inspections: Post-installation verification and load testing procedures
Long-term Value Proposition
Durability lifespan: 20-25 years with proper maintenance
Scalability investment: Modular design allowing gradual expansion
Resale value: High secondary market value for quality steel systems
Insurance benefits: Reduced premiums due to enhanced safety features
Maintenance and Longevity
Comprehensive Maintenance Programs
Preventive Maintenance Protocols
Regular inspection schedules: Monthly visual inspections and annual professional assessments
Load capacity monitoring: Continuous verification of weight distribution and limits
Damage repair protocols: Prompt addressing of impacts, wear, and structural issues
Cleaning and maintenance: Regular removal of debris and corrosion prevention
Component Replacement and Upgrades
Beam replacement: Easy swapping of damaged or upgraded components
Upright reinforcement: Addition of strengthening elements for increased capacity
Accessory integration: Addition of safety features and organizational accessories
System expansion: Seamless integration of additional racking sections
Technology Integration and Modernization
Smart Warehouse Solutions
Advanced Technology Features
IoT sensor integration: Load monitoring and weight distribution tracking
Automated inventory management: RFID and barcode system compatibility
Warehouse management systems: Integration with WMS for real-time inventory tracking
-
Automated guided vehicle compatibility: Design optimization for AGV and robotic systems
Future-Proofing Capabilities
Modular upgrade paths: Easy integration of new technologies and accessories
Scalable configurations: Adaptation to changing business requirements
Automation readiness: Preparation for automated material handling systems
Data analytics integration: Performance monitoring and optimization capabilities
Environmental and Sustainability Considerations
Green Storage Solutions
Environmental Benefits
Recyclable materials: 100% steel construction with full recyclability
Long lifespan: Reduced replacement frequency and waste generation
Energy efficiency: Optimized warehouse layout reducing material handling energy consumption
Sustainable manufacturing: Environmentally conscious production processes
LEED Certification Support
Sustainable materials credits: Contribution to green building certification
Waste reduction: Minimal packaging and installation waste
Energy optimization: Improved warehouse energy efficiency
Recycling programs: End-of-life recycling and material recovery
The Heavy-Duty Steel Pallet Racking System represents a comprehensive solution transforming warehouse storage from a basic necessity into a strategic asset enhancing operational efficiency, safety, and profitability. By combining superior engineering, flexible configuration options, and advanced safety features, these systems provide the foundation for modern warehouse excellence. As distribution centers continue to evolve and face increasing demands for efficiency and productivity, investing in quality steel racking systems ensures long-term competitive advantage and operational success.

Send Inquiry to This Supplier


You May Also Like
-
Educational Steel Shelving Units - Heavy-Duty Storage Racks for Schools & Libraries ManufacturerUS$ 19 - 299MOQ: 2 Sets
-
Hengna Construction Steel Storage Racks - Heavy-Duty Shelving for Building MaterialsUS$ 19 - 299MOQ: 2 Sets
-
Cold Room Steel Shelving - Freezer-Proof Storage Racks for Refrigerated Warehouses DistributorUS$ 19 - 299MOQ: 2 Sets
-
Archive Steel Shelving Systems - Document Storage Racks for Record Management SupplierUS$ 19 - 299MOQ: 2 Sets
-
Heavy Duty Warehouse Shelving Systems: Maximize Storage EfficiencyUS$ 20 - 200MOQ: 5 Combos
-
Adjustable Metal Shelving for Warehouses and Factories DurableUS$ 20 - 200MOQ: 5 Combos
-
Industrial Storage Shelving: Perfect for Warehouses and RetailersUS$ 20 - 200MOQ: 5 Combos
-
High-Capacity Storage Racks for Efficient Warehouse ManagementUS$ 20 - 200MOQ: 5 Combos
-
Durable Steel Shelving Units for Industrial StorageUS$ 20 - 200MOQ: 5 Combos
-
Large Space-Saving Library Bookshelf for Book LoversUS$ 60 - 180MOQ: 5 Combos








