

Ferment Organic Waste Into Organic Fertilizer Using EPTFE Semi-permeable Membrane PTFE









Product Spotlights
Related Products
-
 Chicken Manure Aerobic Fermentation Organic Fertilizer Covering Film Composting Film Molecular Film EPTFE FilmUS$ 20000 - 25000MOQ: 1 Piece
Chicken Manure Aerobic Fermentation Organic Fertilizer Covering Film Composting Film Molecular Film EPTFE FilmUS$ 20000 - 25000MOQ: 1 Piece -
Organic Waste Aerobic Fermentation Cover Film go re Semi-permeable Membrane of GegoodUS$ 20000 - 25000MOQ: 1 Piece
-
Organic Fertilizer Fermentation Treatment of Household Waste, Compost Cover Film EPTFE Semi-permeable MembraneUS$ 20000 - 25000MOQ: 1 Piece
-
Gegood Organic Fertilizer Fermentation Treatment of Household Waste, Compost Cover Film EPTFE Semi-permeable MembraneUS$ 20000 - 25000MOQ: 1 Piece
-
Fermenting Household Waste Into Organic Fertilizer Using EPTFE Semi-permeable Membrane of GegoodUS$ 20000 - 25000MOQ: 1 Piece
Producing Organic Fertilizer Using ePTFE Semi-Permeable Membranes
The production of high-quality organic fertilizer from organic waste (e.g., livestock manure, crop residues, food waste) has traditionally faced challenges such as odor emissions, nutrient loss, long fermentation cycles, and high infrastructure costs. A transformative solution is the ePTFE (expanded polytetrafluoroethylene) semi-permeable membrane covering system, also known as Semi-permeable Membrane-covered High-temperature Aerobic Composting (SMHC) or “smart molecular membrane composting.”
This article explains the working principle, key advantages, process steps, and performance benchmarks of this technology.
1. Working Principle: Selective Permeation & Micro-positive Pressure
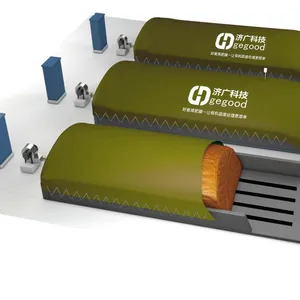
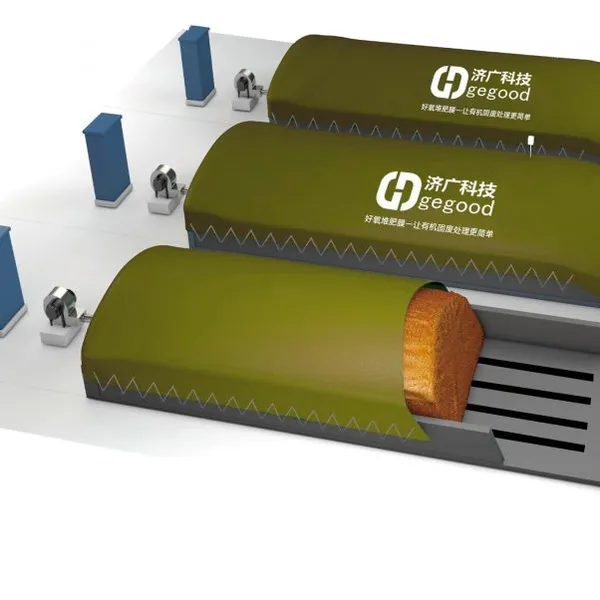
The core of the system is a three-layer composite membrane, with the middle layer made of expanded PTFE (e-PTFE). This membrane has millions of submicron pores that create a unique “selective permeation” effect. When combined with forced aeration, it establishes a micro-positive pressure environment inside the composting pile.
| Layer | Material | Function |
|---|---|---|
| Top & bottom protective layers | Polyester fabric | Provide mechanical strength, UV resistance, and chemical durability. |
| Middle functional layer | e-PTFE | Selective permeation: allows water vapor and CO₂ to escape, blocks external liquid water (rain), retains volatile ammonia and odorous gases, and prevents pathogen-laden aerosols from escaping. |
How it works (step-by-step):
The organic waste mixture is formed into windrows or placed in troughs.
The ePTFE membrane is tightly covered over the pile.
A low-pressure blower forces air into the pile, creating a micro-positive pressure underneath the membrane.
Water vapor and CO₂ (metabolic products of aerobic microbes) pass through the membrane pores and are released.
Rain and external moisture cannot enter the pile.
Ammonia (NH₃) and odorous molecules are partially condensed and retained, reducing nitrogen loss and odor.
Pathogens and bioaerosols are physically blocked, ensuring a hygienic working environment.
2. Key Advantages over Conventional Composting
Compared to traditional windrow or aerated static pile composting, the ePTFE membrane system offers:
Greatly reduced emissions
Ammonia emission reduction: ≥80%
Greenhouse gas (GHG) reduction: up to 98.96%
Nitrogen loss reduction: up to 90%
Shorter fermentation time
Main fermentation (thermophilic phase) is completed in 15–25 days (conventional systems often take 40–60 days).Lower cost
Investment cost reduced by ~70% (no need for enclosed fermenting buildings)
Operating cost reduced by ~60% (low energy, automated control)
Higher product quality
Organic matter content: 51.9–56.3% (20% higher than conventional methods)
Final moisture content: 40–45%
Stable, pathogen-free, and low-odor fertilizer
Unattended intelligent operation
The system can run 24/7 with automatic aeration and temperature monitoring, requiring minimal labor.
3. Process Flow
| Step | Description |
|---|---|
| 1. Feedstock preparation | Mix organic waste with bulking agents (e.g., wood chips, mushroom residue) to adjust C/N ratio, porosity, and moisture (target ~60%). |
| 2. Pile formation | Form the mixture into windrows (typically 1.5–2.5 m high, 3–6 m wide) or fill fermentation troughs. |
| 3. Covering & aeration | Cover the pile with the ePTFE membrane and start the low-pressure blower to maintain micro-positive pressure. |
| 4. Intelligent fermentation | Sensors monitor pile temperature (target 55–65°C) and O₂ levels; the control system adjusts aeration automatically. This thermophilic phase lasts 15–25 days, killing pathogens and weed seeds. |
| 5. Curing | Remove the membrane and allow the material to mature for another 15–30 days (optional, depending on final product requirements). |
| 6. Screening & packaging | The cured compost is screened to remove oversized particles, then bagged as organic fertilizer. |
4. Key Performance Parameters
| Parameter | Typical Value |
|---|---|
| Membrane structure | Three-layer composite (polyester – ePTFE – polyester) |
| Fermentation period (main phase) | 15–25 days |
| Operating temperature | 55–65°C |
| Air pressure under membrane | Micro-positive (2–5 kPa) |
| Final moisture content | 40–45% |
| Organic matter content | 51.9–56.3% |
| NH₃ emission reduction | ≥80% |
| GHG emission reduction | ~98.96% |
| Nitrogen loss reduction | up to 90% |
| Investment cost reduction | ~70% |
| Operating cost reduction | ~60% |
5. Representative Suppliers (for reference)
| Company | Product / Technology | Role |
|---|---|---|
| Qingdao jiguang Environmental Engineering Co., Ltd. | NCS Smart Molecular Membrane Fermentation System | System integrator |
| Qingdao mingchuang Environmental Engineering Co., Ltd. | ePTFE aerobic composting membrane | Membrane manufacturer |
| Shanghai Hanjie Environmental Technology Co., Ltd. (Hyfertile) | ePTFE nano aerobic fermentation membrane system | System integrator |
Note: This list is not exhaustive. Contact the companies directly for technical specifications and commercial inquiries.
6. Conclusion
The ePTFE semi-permeable membrane technology represents a significant advance in organic fertilizer production. It solves the classic trade-off between cost, environmental impact, and product quality. By enabling low-capital, low-odor, high-efficiency aerobic composting, it is particularly suitable for decentralized treatment of agricultural and municipal organic waste. The final product is a high-grade organic fertilizer that can improve soil organic matter and support sustainable agriculture.
For further information, readers are encouraged to search for keywords such as “NCS smart molecular membrane fermentation system” or “ePTFE aerobic composting membrane” to explore commercial applications and case studies.

Send Inquiry to This Supplier


You May Also Like
-
Fermenting Household Waste Into Organic Fertilizer Using EPTFE Semi-permeable MembraneUS$ 20000 - 25000MOQ: 1 Piece
-
Organic Waste Aerobic Fermentation Cover Film go re Semi-permeable MembraneUS$ 20000 - 25000MOQ: 1 Piece
-
Organic Fertilizer Fermentation Covering Molecular Film, Compost Film, PTFE Film for Household Waste GOREUS$ 20000 - 25000MOQ: 1 Piece
-
Ferment Organic Waste Into Organic Fertilizer Using EPTFE Semi-permeable Membrane PTFE GegoodUS$ 20000 - 25000MOQ: 1 Piece
-
Ferment Organic Waste Into Organic Fertilizer Using EPTFE Semi-permeable Membrane of Gegood go reUS$ 20000 - 25000MOQ: 1 Piece
-
Gegood-Organic Waste Aerobic Fermentation Cover FilmUS$ 5000 - 25000MOQ: 1 Piece
-
Organic Waste Aerobic Fermentation Cover Film go re Semi-permeable Membrane PtfeUS$ 20000 - 25000MOQ: 1 Piece
-
Fermenting Household Food Waste Into Organic Fertilizer Using EPTFE Semi-Permeable Membrane TechnologyUS$ 20000 - 25000MOQ: 1 Piece
-
Organic Fertilizer Fermentation Covering Molecular Film, Compost Film, PTFE Film for Household Waste GEGOODUS$ 20000 - 25000MOQ: 1 Piece
-
Fecal Organic Fertilizer Fermentation Treatment Compost Cover Film Semi-permeable Membrane PTFEUS$ 20000 - 25000MOQ: 1 Piece



















